FRP has damage mechanisms that steel tank protocols don't address: resin degradation, laminate creep, chemical permeation, UV breakdown. API 653, the standard governing steel storage tanks, explicitly excludes FRP — so inspections that follow steel-equipment protocols can miss critical laminate defects entirely.
This article walks through the complete inspection process, from pre-entry safety preparation to advanced non-destructive testing, so operators know exactly what to expect and why each stage matters.
Key Takeaways
- FRP tank inspections cover external and internal evaluations, confined space safety protocols, and specialized NDT methods
- The standard inspection interval is every 5 years per FTPI RP 2007-1 and most state regulations; chemical service determines whether a shorter cycle applies
- Inspectors evaluate both surfaces for cracks, crazing, blistering, delamination, and chemical permeation — each carrying different severity implications
- Ultrasonic thickness testing, Barcol hardness testing, and high-intensity backlight testing reveal what visual inspection alone misses
- Every inspection concludes with a documented report and fitness-for-service determination that drives repair, relining, or monitoring decisions
What Is an FRP Tank Inspection — and Why Does It Matter?
An FRP tank inspection is a structured, multi-stage evaluation of a fiberglass reinforced plastic vessel's structural integrity, corrosion barrier condition, and overall fitness for continued service. The process follows distinct stages governed by FRP-specific standards, and requires inspectors trained in composite damage mechanisms — not just general vessel inspection.
Why FRP Requires Its Own Inspection Framework
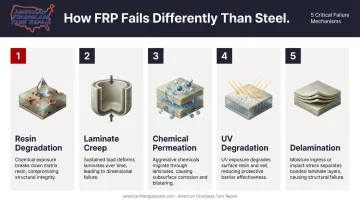
FRP fails differently than steel. The damage mechanisms include:
- Resin degradation from chemical attack or thermal exposure
- Laminate creep under sustained mechanical load
- Chemical permeation into the structural laminate behind the corrosion barrier
- UV degradation of the exterior surface and topcoat veil
- Delamination at ply interfaces, nozzle connections, and secondary overlays
Standard steel inspection codes don't address any of these failure modes. FTPI RP 2007-1, the primary governing document for in-service aboveground FRP tank inspections, was developed to give owners, operators, and regulators a framework built around how composites actually degrade.
How Often Does an FRP Tank Need Inspection?
Per FTPI RP 2007-1, certified external inspections for aboveground atmospheric FRP tanks over 10,000 gallons in hazardous substance service are required every 5 years. State regulations align with this interval: New Jersey DEP's 2026 AST guide mandates integrity testing every 5 years, combining acoustic emission testing per ASTM E1067 with internal and external inspection.
Tanks storing more aggressive chemicals typically warrant shorter intervals due to accelerated corrosion barrier degradation. The 5-year interval also assumes no intervening material stress events, leaks, service changes, or relocations. Any of these conditions trigger inspection ahead of the standard cycle.
Step-by-Step: What Happens During an FRP Tank Inspection
A professional FRP inspection follows a defined sequence. Each stage builds on the last, and skipping any step creates real risk — either to personnel safety or defect detection accuracy.
Step 1 — Pre-Inspection Safety and Tank Preparation
Before anyone approaches the tank for internal inspection, the vessel must be fully drained, cleaned of residual chemical, and confirmed safe to enter. This is non-negotiable.
OSHA 29 CFR 1910.146 governs permit-required confined space entry and requires:
- Atmospheric testing before entry — oxygen content, flammable gases, and toxic air contaminants
- Lockout/tagout of all connected piping, pumps, and valves per OSHA 29 CFR 1910.147
- Written entry permit documenting hazards, acceptable entry conditions, test results, entrants, attendants, and rescue provisions
- PPE requirements matched to the stored chemical
- A safety team present — authorized entrants, attendant, and entry supervisor
Tanks that stored sodium hypochlorite can still off-gas toxic chlorine fumes after draining. Sulfuric acid and caustic soda leave residues that pose serious inhalation and contact hazards. Cutting corners on preparation is how incidents happen.
Step 2 — External Visual Inspection
The external inspection covers the full outer shell plus all structural and mechanical components:
- Ladders, handrails, mid-rails, and toe rails
- Nozzles, flanges, manway doors, and pipe connections
- Pipe supports and tank anchoring or support pads
- Exterior shell surface condition
Inspectors look for UV degradation, surface crazing, topcoat veil deterioration, physical damage from impact or abrasion, and signs of settlement or deformation in the support structure. External surface degradation — particularly UV damage and shell distortion — frequently signals subsurface laminate deterioration that hasn't yet broken through.
AFTR's inspection methodology specifically flags shell distortion and ultraviolet degradation during external evaluation — conditions that can be missed without a trained eye looking for composite-specific failure patterns.
Step 3 — Internal Visual Inspection
Access is gained through a ground-level or roof manhole. The internal evaluation focuses on:
- Liner condition across the floor, shell, and roof
- Nozzle penetrations and inlet/outlet fittings — where mechanical and chemical stress concentrates
- Areas around welds and seams
- Early-stage resin degradation that may not yet be structurally significant
Inspectors examine the interior corrosion coat and internal body for spidering, disbondment, abrasion wear, emulsification, and floor stress cracking — defect patterns that require trained recognition.
Containment breaches can develop before any obvious surface signs appear. AFTR's Fiberglass Tank & Pipe Institute certified inspectors are specifically trained to identify these early-stage failure modes before they escalate.
Step 4 — Advanced NDT Testing
Visual inspection cannot identify chemical permeation into the laminate, thinned wall zones, or degradation in subsurface layers. NDT methods — including ultrasonic thickness testing, laser scanning, and high-intensity backlight — detect these hidden conditions without cutting into the vessel. The next section covers each method and what it reveals.
Step 5 — Documentation and Reporting
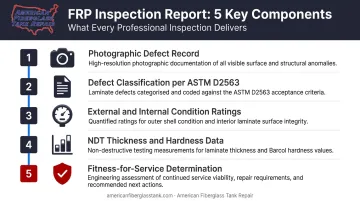
A professional inspection report documents:
- Full photographic record of identified defects
- Defect classification per applicable standards (ASTM D2563 for visual defect categories; ASME RTP-1 for corrosion-resistant vessel acceptance criteria)
- Condition ratings for external and internal surfaces
- Thickness and hardness data from NDT testing
- Fitness-for-service determination with recommended remediation actions
A hydrostatic test only confirms the tank holds liquid at the moment of testing. It tells you nothing about laminate permeation, wall thinning, or what condition the vessel will be in three months from now. AFTR's inspection reports document current surface and structural conditions with specific remediation recommendations — giving operators a clear picture of both present status and forward risk.
What Inspectors Are Looking For: External and Internal Defects
FRP defects are well-defined in ASTM standards. Inspectors classify findings by type and severity — not every finding requires immediate action, but all must be documented and evaluated in context.
External Defects
| Defect | What It Indicates |
|---|---|
| UV damage / topcoat veil deterioration | Protective outer layer breaking down from sun exposure |
| Surface crazing | Fine fracture networks from thermal cycling or mechanical stress |
| Blisters or bubbles | Moisture or chemical intrusion beneath the surface |
| Pimples, pits, surface porosity | Voids or surface discontinuities in the laminate |
| Delamination / peeling | Separation of outer laminate layers |
| Physical damage | Impact or abrasion from equipment contact |
ASTM D2563 (withdrawn in 2024 but still widely referenced) provides the standard defect terminology inspectors use to classify and document these findings.
Internal Defects
The corrosion barrier (the interior liner) is the tank's most critical protective layer. Once it's compromised, the structural laminate is directly exposed to chemical attack.
Internal defect types inspectors evaluate include:
- Chips and scratches in the liner surface
- Cracks and crazing of the inner resin
- Blisters or bubbles from chemical attack or gas entrapment
- Wrinkles, pimples, pits, and surface porosity
- Delamination between liner plies
Certain areas receive closer scrutiny: nozzle penetrations, manway connections, and floor surfaces. ASTM E1067 identifies bond failure at assembled joints — nozzles and manways — as a key acoustic emission-detectable failure mechanism. AFTR's standard internal evaluation specifically targets floor stress cracking and nozzle interfaces, where early-stage damage is most likely to be missed.

NDT Testing Methods Used in FRP Tank Inspections
Advanced non-destructive testing quantifies laminate condition beyond what any visual inspection can reveal. These methods detect chemical permeation, thin coverage zones, and active structural defects before they become failures.
Ultrasonic Testing
Ultrasonic testing measures wall thickness across the tank shell using the pulse-echo contact method per ASTM E797/E797M. It detects areas where the laminate has thinned due to chemical attack or physical wear, and can be performed from the exterior without requiring full tank entry.
Fiberglass attenuates sound more than steel, so lower-frequency transducers are used for thicker laminates. AFTR employs ultrasonic testing as a core inspection method, using it to identify erosion and delamination from corrosive chemical exposure that isn't visible on the surface.
Barcol Hardness Testing
Barcol hardness testing measures the cure state of the resin liner using a portable impressor per ASTM D2583. A well-cured liner is harder and more chemically resistant. A drop in hardness values signals resin degradation from chemical attack or thermal exposure — often before any visible surface change occurs.
ASTM D2583 requires multiple hardness determinations at different positions across the test surface. Ashland/Hetron guidance states FRP equipment should achieve at least 90% of the manufacturer's published Barcol value for the specific resin used. AFTR includes Barcol hardness assessment as a standard component of its inspection methodology.
High-Intensity Backlight and Laser Testing
High-intensity backlight testing uses a strong light source against the laminate to reveal translucency variations — thin zones, voids, and coverage deficiencies that are completely invisible to the naked eye. AFTR employs backlight testing specifically to detect capillary migration of liquid product under the corrosion coat, a critical finding that indicates the barrier has already been breached at a subsurface level.
AFTR also employs laser testing alongside these methods. Together, backlight, laser, and ultrasonic testing map what's actually happening inside the structural laminate — coverage gaps, subsurface migration, and thickness loss that surface inspection alone would miss.
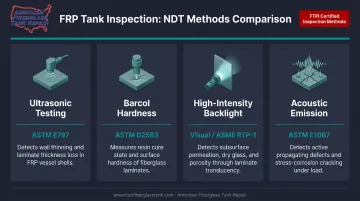
Acoustic Emission Testing
ASTM E1067/E1067M governs acoustic emission examination of FRP tanks and vessels. AE testing listens for stress-related sounds — resin cracking, fiber breakage, delamination, bond failure at nozzles — as the tank is incrementally filled with liquid. For atmospheric tanks, process liquid is the preferred fill medium; water is used for pressure vessels.
The key advantage of AE: it detects active, propagating defects. A growing crack generates signals; a stabilized one typically does not. This makes AE particularly useful for fitness-for-service determinations on tanks where structural integrity is in question.
New Jersey DEP's inspection requirements specifically mandate acoustic emission testing per ASTM E1067 as part of its 5-year integrity testing protocol.
How AFTR Can Help
AFTR (American Fiberglass Tank Repair) has operated as an engineer-driven FRP inspection and maintenance specialist since 2003. All inspection services are supervised by Fiberglass Tank & Pipe Institute (FTPI) certified inspectors — not general tank inspectors trained on steel-equipment protocols. FTPI RP 2007-1 requires specific combinations of FRP education and hands-on inspection experience before certification is granted.
AFTR's inspection scope covers the full tank system. Testing methods go well beyond visual-only assessments:
- Interior corrosion coat and internal body condition
- Exterior shell integrity assessment
- All nozzles and incorporated interfaces
- Ultrasonic, laser, and high-intensity backlight testing for subsurface laminate evaluation
Field teams operate across all 50 US states, Canada, Puerto Rico, and select international locations, with strategically positioned crews and Service-Pack containers for rapid mobilization. Inspections are scheduled around client needs — shutdowns, night shifts, and weekends included.
Inspection and repair are handled by the same team at AFTR. When findings reveal a compromised corrosion barrier, the crew can execute targeted repairs or complete relining on the same mobilization — using custom-blended isophthalic and terephthalic polyester, vinylester, and epoxy resins across more than 45 laminate options. That continuity keeps planned maintenance on schedule and reduces the risk of unplanned failures.
Frequently Asked Questions
How often does an FRP tank need to be professionally inspected?
The standard interval is every 5 years per FTPI RP 2007-1 and most state regulations. Tanks storing aggressive chemicals — concentrated acids, sodium hypochlorite, caustic solutions — typically require more frequent inspection due to accelerated corrosion barrier degradation. Inspect sooner after any leak, service change, or mechanical stress event.
What is the difference between a visual inspection and non-destructive testing for FRP tanks?
Visual inspection identifies surface-level and accessible defects. NDT methods — ultrasonic testing, Barcol hardness, and high-intensity backlight testing — detect subsurface degradation, thinned laminate zones, and chemical permeation that the eye cannot see. A thorough inspection requires both.
How do inspectors safely enter an FRP tank for internal inspection?
The tank must be fully drained, cleaned, and tested for oxygen content and toxic gas concentrations before anyone enters. OSHA 29 CFR 1910.146 governs confined space entry: lockout/tagout, a written entry permit, proper PPE, and a dedicated safety team — attendant and entry supervisor — must be in place before entry begins.
What are the most common defects found during an FRP tank inspection?
Common findings include spidering, cracks and crazing, delamination, blistering, floor stress cracking, resin degradation around nozzle penetrations, and exterior UV damage. AFTR's field teams also frequently identify capillary migration of product beneath the corrosion coat, a subsurface condition that visual inspection alone cannot detect.
Can an FRP tank still be used if the inspection finds damage?
It depends on defect type, severity, and location. Minor surface defects may allow continued operation with monitoring. Corrosion barrier damage — especially around nozzles or in the floor — typically requires repair or relining before the tank returns to chemical service. The fitness-for-service determination in the inspection report drives that decision.
Who is qualified to perform an FRP tank inspection?
Inspections should be performed by inspectors with FRP-specific credentials, such as FTPI certification. Standard steel tank codes don't address FRP damage mechanisms, and unqualified assessments routinely miss critical laminate degradation.