Getting this right requires attention at two distinct stages: specification before fabrication, and systematic inspection throughout service life. Both are non-negotiable for protecting long-term asset value.
This guide covers the key parameters engineers and facility managers need to specify correctly, laminate construction requirements, applicable U.S. standards, and the inspection methods — including Barcol hardness, ultrasonic thickness testing, and high-intensity backlight — that give a complete picture of tank condition.
Key Takeaways
- Chemical compatibility drives proper specification — wrong resin selection is a leading cause of premature tank failure
- Laminate construction requires a resin-rich inner surface, corrosion barrier layer, and structural layer with defined glass content and cure specs
- Primary U.S. fabrication standards are ASTM D3299 and D4097; ASME RTP-1 governs design for above-ground tanks under 15 psig
- FTPI's recommended practice requires in-service inspections every 5 years for hazardous-substance tanks
- Visual inspection alone is insufficient — ultrasonic, backlight, and Barcol testing are all required for a complete assessment
Key FRP Tank Specification Parameters
Chemical Compatibility and Resin Selection
Specification begins with what the tank will hold. The stored medium determines which resin system is appropriate — isophthalic polyester, vinylester, or epoxy — and an incorrect choice is one of the most common roots of early tank failure.
ASTM C581 provides the standard practice for evaluating chemical resistance of thermosetting resins used in glass-fiber-reinforced structures. It assesses changes in hardness, weight, thickness, specimen appearance, flexural strength, and flexural modulus after resin immersion — giving specifiers a structured basis for resin selection rather than guesswork.
For aggressive chemicals like sodium hypochlorite, ferric chloride, and hydrochloric acid, resin selection must account for the specific chemical, its concentration range, and anticipated operating temperature. AFTR's field engineers — who reline tanks storing NaOCl, NaOH, FeCl₃, and HCl — match resin systems to all three variables, not just the chemical name.
Operating Conditions
Every specification package must define:
- Temperature range — FRP has real thermal limits; elevated temperatures accelerate creep in thermoplastic components and reduce chemical resistance margins
- Operating pressure or vacuum — ASME RTP-1 governs tanks at pressures not exceeding 15 psig; tanks operating above that threshold require a different design path
- Maximum specific gravity of contents — affects wall thickness and structural design calculations directly
Tank Geometry and Structural Loads
Geometry choices cascade into structural and inspection consequences:
- Vertical vs. horizontal orientation affects hydrostatic load distribution
- Flat vs. dish bottom influences foundation requirements and floor inspection access
- Single-wall vs. double-wall affects secondary containment compliance and inspection complexity
Structural load requirements must be fully specified before fabrication. ASTM D3299 and D4097 both require special design consideration for environmental and mechanical forces including seismic, wind, ice, agitation, and fluid dynamic loads. The fabricator's design calculations must account for every load in the specification — not just internal pressure.
Fittings and Accessories
Fitting specifications are where many tanks accumulate long-term problems. Key items to address:
- Nozzle size, orientation, and placement
- Flanged vs. threaded connections — flanged connections are generally preferred for chemical service
- Manway requirements for access and inspection
- Hold-down lugs, lifting lugs, and level gauge penetrations
- Gusseting requirements for small-diameter nozzles
Inadequate lamination at fitting penetrations is one of the most common findings during FRP tank inspections — and one of the most preventable. Specifying secondary overlay requirements at nozzle joints explicitly, rather than leaving them to fabricator discretion, is the direct way to prevent localized failure at stress concentration points.
Laminate Construction and Material Requirements
The Three-Zone Model
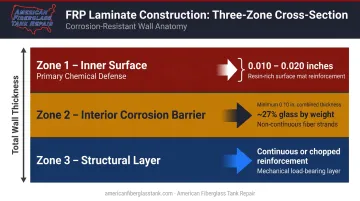
Regardless of fabrication method (filament wound or contact molded), FRP corrosion-resistant tanks require a defined three-zone laminate construction:
- Inner surface : a resin-rich layer, typically 0.010 to 0.020 inches thick, reinforced with a chemical-resistant glass or organic-fiber surface mat. This is the primary chemical defense and must be free of voids and dry spots.
- Interior corrosion barrier layer : composed of resin reinforced with non-continuous glass fiber strands. The combined thickness of the inner surface and interior layer should be no less than 0.10 inches, with glass content for the combined liner at approximately 27% ±5% by weight.
- Structural layer : provides mechanical strength and carries the tank's design loads.
The corrosion barrier is the most critical zone for chemical service. When AFTR's field teams reline degraded tanks, the goal is to restore this barrier before the stored product migrates into the underlying structural laminate. Once capillary migration reaches the structural body, the repair scope expands considerably.
Structural Layer Construction Methods
Construction requirements differ by fabrication method:
| Method | Glass Content | Reinforcement Details |
|---|---|---|
| Filament wound | 50–80% by weight | Continuous-strand roving |
| Contact molded | Alternating plies | 1.5 oz/ft² chopped strand mat + 24 oz/yd² woven roving; laps staggered ≥2.25 inches; each ply rolled before next is applied |
Centrifugal casting falls outside the scope of both ASTM D3299 (filament winding) and ASTM D4097 (contact molding). Specifications should reference the applicable standard to define permitted fabrication methods.
Cure and Resin Quality Requirements
Barcol hardness on the inner surface must reach at least 90% of the resin manufacturer's minimum specified cure hardness. Undercured laminate compromises both chemical resistance and structural integrity, and the deficiency won't surface without direct testing.
Resin quality requirements include:
- Commercial-grade corrosion-resistant thermoset resins
- No pigments, dyes, or non-permitted fillers
- Thixotropic agents permitted for viscosity control
- UV absorbers permitted for exterior surfaces
- Paste fillers permitted for crevice filling
For outdoor tanks, exterior surfaces should receive a UV-protective gelcoat or aliphatic coating to prevent embrittlement and surface degradation. AFTR applies UV-protective exterior coatings (including aliphatic compounds) based on tank placement and sun exposure conditions.
Applicable Industry Standards and Compliance Codes
ASTM D3299 and D4097
These are the primary U.S. product fabrication specifications for FRP tanks:
- ASTM D3299 — filament-wound cylindrical tanks using polyester or vinylester resin, for above-ground vertical installation
- ASTM D4097 — contact-molded cylindrical tanks for above-ground vertical installation, intended for aggressive chemical service at atmospheric pressure
Both standards require design consideration for seismic, wind, ice, agitation, and fluid dynamic forces. Fabrication should be performed by a certified FRPI (Fiberglass Reinforced Plastic Institute) fabricator. Note that ASTM D3299 is a product specification — it defines construction requirements but does not serve as a design standard.
ASME RTP-1
ASME RTP-1 (Reinforced Thermoset Plastic Corrosion-Resistant Equipment) is the governing U.S. design standard for FRP tanks operating at pressures not exceeding 15 psig. It covers stress and strain analysis — including hoop stress, axial stress, axial tensile modulus (E₁), and hoop tensile modulus (E₂) — relative to design loads. Fabricators holding a valid ASME RTP Certificate have been qualified through ASME's certification process.
Additional Standards by Application
| Application | Applicable Standard |
|---|---|
| European installations | BS EN 13121 (replaced BS 4994:1987) |
| Potable water systems | NSF/ANSI 61 + AWWA D120 |
| U.S. water supply service | AWWA D120 |
AWWA D120 covers composition, performance, design, and testing requirements for FRP tanks in water supply service. As an AWWA member, AFTR performs potable water tank repairs using resin and veil systems specifically selected for potable contact compatibility and the site's water chemistry requirements.
Require the fabricator to submit compliance documentation and design calculations before production begins — not after the tank is delivered.
How to Inspect an FRP Tank: Defects and Red Flags
Inspection Frequency
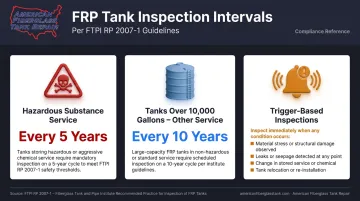
FTPI's Recommended Practice (RP 2007-1) establishes the following intervals:
- Hazardous-substance service: trained external inspection every 5 years
- Tanks over 10,000 gallons in other service: every 10 years
- Trigger-based inspections required when: material stress is evident, leaks occur, service changes to a dissimilar stored material, or the tank is relocated
Beyond scheduled intervals, any overfill event, mechanical impact, seismic activity, or suspected chemical overexposure warrants an out-of-cycle inspection — regardless of when the last assessment occurred.
Inner Corrosion Barrier — Highest Priority Zone
The interior liner is what gets evaluated first. Inspectors should look for:
- Blistering — indicates moisture ingress or resin degradation beneath the surface
- Delamination (disbondment) — separation of laminate layers, often detectable by sounding
- Spidering or micro-cracking/crazing — stress-related surface fractures in the liner
- Emulsification — chemical attack that softens or breaks down the resin matrix
- Chemical discoloration or staining — may indicate liner breakthrough
- Weeping or seepage — active product migration through the wall

For tanks storing sodium hypochlorite specifically, the margin for liner degradation is narrow. NaOCl is one of the most aggressive chemicals handled in FRP service. Catching liner compromise early is the difference between a planned relining project and a containment breach.
Exterior Structural and Surface Inspection
On the exterior, look for:
- Surface cracks or impact damage
- UV degradation — chalking, fiber bloom, loss of the resin-rich surface layer
- Bulging or out-of-roundness (shell distortion)
- Evidence of foundation settlement or movement
- Floor stress cracking visible from exterior access
Fiber bloom indicates UV degradation has penetrated the gelcoat layer and is attacking the glass fiber reinforcement. Once fiber bloom is present, structural surface properties begin to decline.
Nozzle, Fitting, and Manway Inspection
Nozzle penetrations are stress concentration points; cracking at laminate joints around penetrations is a common inspection finding. Check:
- Laminate joint condition at all penetration perimeters
- Gasket condition and any leak evidence at flanged connections
- Adequacy of gusseting on small-diameter nozzles
- Condition of the interior liner immediately surrounding each fitting
Documentation Requirements
FTPI RP 2007-1 requires written inspection reports that include:
- Standardized inspection checklists
- Conclusions and recommendations
- Supplemental sketches with dimensions
- Photographs with locations identified (minimum 3-megapixel resolution)
A documented inspection history is the foundation for any remaining-service-life assessment and for justifying repair vs. continued-service decisions — particularly when regulatory scrutiny or insurance requirements are involved.
FRP Tank Inspection Methods and Testing Techniques
Visual inspection is the starting point, but it has hard limits. It cannot detect subsurface delamination, measure wall thickness loss, or identify capillary migration occurring beneath an intact-looking surface. That's why a complete inspection program combines multiple methods.
Barcol Hardness Testing
Barcol hardness testing (per ASTM D2583) verifies adequate cure of the laminate, particularly at the inner surface. A low Barcol reading indicates undercure — which compromises chemical resistance and structural integrity even when the surface looks intact.
The minimum acceptable value is 90% of the resin manufacturer's minimum specified cure hardness. Any reading below that threshold should trigger further evaluation before the tank returns to chemical service.
Ultrasonic Thickness (UT) Testing
Ultrasonic pulse-echo testing measures actual wall thickness from one side of the tank — no interior entry required for this method. It can also detect internal delamination and voids that have no visible surface expression.
AFTR employs UT testing as part of its engineer-driven inspection program to assess wall condition systematically across the tank shell. The method is particularly valuable for quantifying thickness loss in areas where liner degradation or chemical attack may have progressed into the structural laminate.
High-Intensity Backlight Testing
Backlight testing illuminates the laminate wall from the exterior while an inspector evaluates the interior surface. The transmitted light reveals voids, delamination, fiber dry spots, and subsurface anomalies that neither visual inspection nor UT would catch in isolation.
AFTR's FTPI-certified inspectors use backlight testing alongside ultrasonic and laser testing to build a complete condition picture. The combination is specifically designed to detect what surfaces don't show, including capillary migration of liquid product moving through the corrosion coat into the structural body.
From Findings to Decision
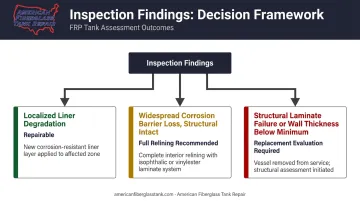
Each method contributes a different data layer. Together, they drive a clear repair vs. replacement recommendation:
- Localized liner degradation or delamination — typically repairable; AFTR returns the tank to service with a new corrosion layer applied to an intact structural substrate
- Widespread corrosion barrier loss with intact structural laminate — full relining; AFTR's field teams note that in most cases, even when the corrosion barrier has been breached, the structural laminate remains a sound substrate for a new liner
- Structural laminate failure or wall thickness below design minimum — warrants replacement evaluation; repair may not restore adequate structural capacity
Catching degradation early keeps repairs within the liner layer. Once chemical attack reaches the structural laminate, repair scope grows and options narrow. Routine multi-method inspection is what keeps tanks in service longer, at lower total cost than emergency repair or vessel replacement.
Frequently Asked Questions
What are the specifications of FRP?
FRP tank specifications cover chemical compatibility, resin system selection, operating temperature and pressure, laminate construction (per ASTM D3299 for filament-wound or ASTM D4097 for contact-molded tanks), and structural load design. For above-ground U.S. applications under 15 psig, ASME RTP-1 is the governing design standard.
What is the ASME Code for FRP?
ASME RTP-1 (Reinforced Thermoset Plastic Corrosion-Resistant Equipment) is the primary U.S. standard for FRP tanks and vessels. It covers stationary vessels at pressures up to 15 psig and defines stress analysis requirements relative to design loads.
What is API 653 standard?
API 653 covers inspection, repair, alteration, and reconstruction of aboveground storage tanks built to API 650 — but it applies specifically to steel tanks, not FRP. FRP tank inspection and integrity management are governed by ASME RTP-1, ASTM D3299/D4097, and FTPI/FRPI guidelines.
How often should FRP tanks be inspected?
Per FTPI RP 2007-1, chemical service FRP tanks in hazardous-substance service should be professionally inspected every 5 years. Tanks storing aggressive media, aging vessels, or those that have experienced overpressure, mechanical impact, or service changes should be inspected more frequently.
What are common defects found during FRP tank inspection?
The most common findings include blistering or disbondment of the inner corrosion liner, spidering or micro-cracking in the laminate, UV degradation (fiber bloom) on exterior surfaces, cracking at nozzle joints, and subsurface voids or wall thickness loss identified through ultrasonic or backlight testing.
Who is qualified to inspect an FRP tank?
FRP tank inspections should be performed by inspectors certified through FRPI (SP8310 program) or supervised by Fiberglass Tank & Pipe Institute (FTPI) certified professionals with demonstrated FRP laminate assessment experience. Standard steel tank inspection credentials — such as API 653 certification — do not address FRP-specific failure modes, testing methods, or laminate evaluation techniques.