That system is the corrosion barrier. It's not a coating applied after the fact, and it's not the structural wall. It's an engineered zone of resin-rich composite layers built into the vessel wall during construction, designed to absorb chemical attack before it reaches the load-bearing laminate underneath.
Misunderstanding how it works has real consequences: wrong resin selection, deferred inspections, and repairs that happen after structural damage instead of before it. This article explains the mechanics — layer by layer, resin by resin — so operators can make better decisions about their tanks.
Key Takeaways
- An FRP corrosion barrier is a multi-layer resin-rich zone built into the inner wall of the vessel — not a coating, not the structural wall
- It consists of a surface veil, resin-rich mat layers, and a transition zone into the structural laminate — each serving a distinct protective role
- Resin chemistry determines which chemicals the lining can resist and at what temperatures
- Degradation is expected — what matters is whether it stays within acceptable limits or has reached the structural laminate
- Early inspection and repair costs a fraction of what structural damage or tank replacement requires
What Is FRP Tank Lining?
FRP tank lining refers to the internal corrosion-resistant laminate system on the process-side surface of a fiberglass-reinforced plastic vessel. It's built specifically to handle direct chemical contact, a function the structural wall isn't designed to perform.
The distinction matters. The structural laminate provides load-bearing capacity, using higher fiber content to achieve mechanical strength. But high fiber content also means more glass surface area exposed to whatever is stored inside. Glass fibers are vulnerable to chemical attack.
The corrosion barrier sits in front of the structural wall, absorbing the chemical exposure so the load-bearing layers don't have to.
To be clear about scope, FRP tank lining is:
- Not a post-fabrication coating (in standard tank construction)
- Not interchangeable with the structural laminate
- Not a generic protective layer — it's engineered to specific chemical and temperature conditions
Two Material Families
FRP linings fall into two broad categories:
- Thermosetting resins (epoxy, vinyl ester, polyester): cure irreversibly, bond into the vessel wall during construction, and are the standard for virtually all chemical tank service
- Thermoplastic sheet liners (polypropylene, PVDF, ECTFE, PTFE): used in specialized high-temperature or ultra-aggressive chemical applications where thermosetting resins alone are insufficient; these create what's known as a dual-laminate vessel
For most industrial storage applications (chemical plants, water treatment, wastewater operations), thermoset resin linings are what engineers specify and what repair teams work with in the field.
How the Corrosion Barrier Works
The corrosion barrier functions as a layered chemical buffer. Corrosive process fluid contacts the inner surface, and each successive layer outward absorbs or deflects the chemical energy before it can reach the structural laminate. The closer the fluid gets to the structural wall, the less aggressive it becomes.
According to CompositesWorld, typical corrosion barriers run 100 to 125 mils thick, with the inner surface layer at roughly 90% resin by weight and the chopped strand mat layers behind it at approximately 70% resin.
The Inner Surface Layer
The innermost layer — the surface veil — is the first thing stored fluid contacts. It's the most resin-saturated layer in the entire system, with fiber content kept deliberately minimal. According to Ashland's Derakane resin selection guide, the first corrosion barrier layer is typically 10 to 20 mils thick and 95% resin, reinforced with one or two surfacing veils.
The reason fiber content is kept low here: exposed fiber ends are pathways for chemical ingress. A nearly fiber-free resin surface presents far fewer entry points. When corrosive fluid does reach a glass fiber through a defect, the wrong glass type can degrade and destroy the resin bond — leading to laminate failure from the inside out.
Veil material selection is application-specific:
- C-glass veil — preferred for sodium hypochlorite service and elevated-temperature applications
- Nexus synthetic veil — 100% high-melt polyester, chosen for chemical resistance, surface smoothness, and fast wet-out
- Carbon veil — excellent resistance to HF, HCl, and NaOH, but not recommended for sodium hypochlorite
- Polyester veil — recommended for hypochlorite service when excess sodium hydroxide is present
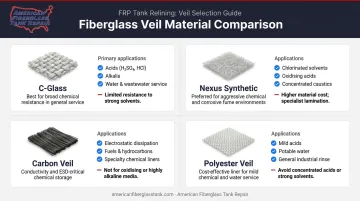
AFTR's field crews work with all of these configurations — Nexus, Harlar, carbon veil, and C-glass — matching veil type to the specific chemical environment and operating temperature of each tank, drawing from a library of over 45 laminate types.
The Reinforcement Layers and Structural Wall Interface
Behind the surface veil, the barrier transitions into chopped strand mat layers. Fiber content increases progressively as you move outward, adding mechanical support while still maintaining enough resin richness to resist chemical ingress.
At this transition zone, the barrier is doing two jobs at once: blocking permeation and beginning to shoulder structural load. Then it hands off entirely to the structural laminate — which relies on higher fiber content for strength but would degrade rapidly under direct chemical exposure. The barrier handles the chemistry so the structural wall never has to.
Resin Selection and Lining Performance
Resin chemistry is the primary variable determining what the corrosion barrier can resist. The same laminate construction built with different resins will behave fundamentally differently in identical service conditions — not a matter of degree, but of whether the barrier holds at all.
The Three Main Resin Families
| Resin Type | Chemical Resistance | Typical Applications |
|---|---|---|
| Isophthalic/Terephthalic Polyester | Mild acids, water, dilute chemicals; not recommended above pH 10.5 | General water storage, mild process chemicals |
| Vinyl Ester | Strong acids, alkalis, bleaches, higher temperatures | Sodium hypochlorite, caustic, ferric chloride, HCl |
| Epoxy | Highest resistance, best mechanical performance | Most aggressive chemical environments |
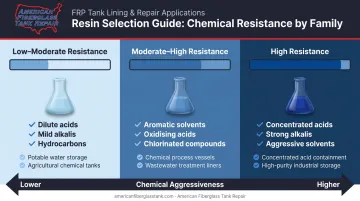
AFTR works with all four custom-blended resin systems — isophthalic polyester, terephthalic polyester, vinyl ester, and epoxy — selecting based on the stored chemical, its concentration, and anticipated operating temperature. For aggressive chemistries like sodium hypochlorite, sodium hydroxide, ferric chloride, and hydrochloric acid, resin selection is product-specific, not categorical.
Temperature as a Performance Multiplier
A resin acceptable at ambient conditions may fail at moderate heat. Elevated process temperatures accelerate chemical diffusion through the resin matrix, shortening the effective life of the barrier. Ashland recommends post-curing when operating temperature falls within 20°C (40°F) of the resin's maximum rated temperature — a specification detail that directly affects service life in heated storage applications.
Resin specification must cover both steady-state and upset conditions. A tank that runs cool under normal operation but spikes during process upsets still needs a resin rated for the higher temperature.
What Mismatched Resin Selection Looks Like
Incompatible resin selection produces consistent, recognizable damage patterns:
- Surface blistering at the corrosion barrier face
- Delamination between the inner liner and structural wall
- Microcracking through the resin matrix
- Softening of the inner laminate under sustained chemical exposure
These failures can appear within months of startup. Sodium hypochlorite is among the most common culprits — polyester linings placed into hypochlorite service show rapid deterioration that properly specified vinyl ester or epoxy would have prevented.
How Corrosion Barriers Degrade — and How to Detect It
The corrosion barrier is sacrificial by design. It will degrade over time; that's expected and acceptable. The critical question is whether degradation is within normal limits or has progressed far enough to put the structural laminate at risk.
Common Degradation Patterns
AFTR's inspectors encounter these failure indicators across chemical storage and water treatment tanks:
- Spidering — fine surface cracking in the resin matrix
- Disbondment — layer separation caused by chemical softening or osmotic pressure
- Emulsification — breakdown of the resin surface into a softened or cloudy zone
- Capillary migration — product penetrating beneath the corrosion coat before reaching the structural body (often invisible at the surface)
- Low Barcol hardness — measurable softening indicating resin degradation
- Floor stress cracking and shell distortion — advanced signs that may indicate structural involvement
Most of these present internally before any external symptom appears. A tank that looks fine from outside may already have significant barrier damage.
Inspection Methods
FTPI Recommended Practice 2007-1 recommends certified external inspections every 5 years for hazardous-substance service, and every 10 years for tanks over 10,000 gallons in other service. Certified integrity inspections are recommended every 20 years for the same categories.
AFTR's inspection services — supervised by Fiberglass Tank & Pipe Institute certified inspectors — use three complementary methods:
- Visual inspection — surface condition, obvious delamination, discoloration, and physical anomalies
- Ultrasonic thickness testing — quantifies remaining laminate integrity and detects subsurface separation
- High-intensity backlight testing — reveals capillary migration and hidden voids that visual inspection misses
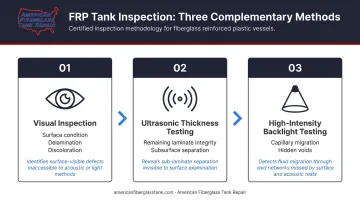
A hydrostatic test alone confirms that a tank holds liquid. It reveals nothing about subsurface degradation progressing toward the structural laminate. The multi-method approach catches those conditions before they become failures.
Why Early Detection Matters
Repairing a damaged corrosion barrier in place — with resin and laminate systems compatible with both the original specification and the stored chemical — costs a fraction of addressing structural laminate damage. In most cases where the barrier has been breached, the structural wall remains intact, making it a viable substrate for a new corrosion layer. Once the structural wall is compromised, that repair path is no longer available.
When caught early, relining extends service life and can also adapt the vessel to chemistries or temperatures it wasn't originally specified for. The cost is a fraction of a new tank, with none of the lead time.
Where FRP Tank Lining Is Used
FRP tank lining performs its most critical function across several industrial environments, each with distinct requirements:
Chemical storage — Acids, alkalis, solvents, bleach solutions. Vinyl ester or epoxy linings with thick, high-resin-content barriers are the practical choice for aggressive chemistries like hydrochloric acid or sodium hypochlorite.
Water and wastewater treatment — Chlorine compounds, biological matter, oxidizing agents. C-glass or synthetic veils paired with appropriate resin systems; post-repair disinfection protocols apply to potable water applications.
Potable water storage — NSF/ANSI/CAN 61-compliant resin systems required. Smooth interior surfaces and sanitary contact compatibility take priority alongside chemical resistance.
Food processing — Sanitary surface integrity required alongside chemical resistance. Resin selection must address both food-contact compliance and cleaning chemical exposure.
FRP tanker trailers — The lining must survive both the stored chemical and the mechanical stresses of transport. AFTR's dedicated facilities in Ashland and Franklin, NH handle trailer relining with cargo-specific resin and laminate systems, with resin, veil, and mat matched per cargo and a typical turnaround of approximately two weeks.
Across all these environments, the underlying lining mechanics are the same. Resin selection, veil type, and barrier thickness shift based on the specific chemical exposure, temperature range, and regulatory requirements — which is why understanding how those variables interact matters before any repair or relining work begins.
Frequently Asked Questions
What are three types of FRP?
The three most common FRP construction methods are hand lay-up (contact molding), filament winding, and pultrusion. Each produces different fiber orientation and mechanical properties — filament winding is common for cylindrical tanks and pressure vessels, hand lay-up for custom shapes and repair work, and pultrusion for structural profiles and grating.
Is FRP corrosion resistant?
FRP is inherently corrosion resistant due to its resin matrix, but the degree of resistance depends entirely on which resin system is used and how well the corrosion barrier is specified and maintained for the actual chemical environment. The same fiberglass tank can fail quickly or last decades depending on resin selection.
Is FRP hazardous?
Cured FRP in service is generally non-hazardous and is approved for food and drinking water contact applications under NSF/ANSI/CAN 61 and FDA food-contact standards. Handling uncured resins during fabrication or repair requires standard industrial hygiene precautions per OSHA guidelines.
How thick should an FRP corrosion barrier be?
According to CompositesWorld, typical corrosion barriers run 100 to 125 mils thick. Chemical-specific requirements vary — sodium hydroxide and ferric chloride service commonly calls for 100 mil barriers, while hydrochloric acid service may require 200 mil. Thickness is set by the aggressiveness of the chemical environment, operating temperature, and the applicable design standard (ASTM D4097, D3299, C582, or ASME RTP-1).
How long does an FRP tank lining last?
Service life depends on the chemical environment, operating temperature, and inspection consistency. A well-designed lining can remain effective for decades with timely maintenance — but in aggressive service with deferred repairs, significant degradation can appear within a few years.
What causes an FRP corrosion barrier to fail?
Three primary causes account for most failures:
- Wrong resin for the service — especially oxidizing chemicals like sodium hypochlorite in polyester-lined tanks
- Fabrication defects — voids or incomplete cure during original construction
- Deferred maintenance — allowing early-stage barrier degradation to reach the structural laminate before repair


