The failures that result aren't dramatic. Thermal degradation is a slow process: gradual softening of the resin matrix, increased permeability of the corrosion barrier, delamination that's invisible from the outside until it isn't. By the time it's obvious, the damage is extensive.
This article covers what FRP temperature limits actually mean, how they differ across resin systems, why bypass systems and storage tanks face different thermal risks, and what happens when those limits are exceeded or misapplied.
Key Takeaways
- Temperature limits are set by the resin matrix, not the glass fiber — different resins have very different thermal ceilings
- Datasheets list continuous operating limits — short-term peak tolerances are higher and must be requested separately
- Bypass systems face thermal cycling stress that static storage tanks don't — this matters during specification
- Exceeding temperature limits accelerates corrosion barrier degradation, particularly when chemical exposure is simultaneous
- Aged or previously stressed tanks carry reduced thermal margins — published ratings assume new, properly cured vessels
What FRP Temperature Limits Actually Mean
The Resin Sets the Ceiling, Not the Glass
E-glass fibers remain structurally stable at temperatures well above 600°F (315°C). The resin matrix fails long before the glass does. This means every temperature limit associated with an FRP vessel is fundamentally a resin limit — the glass reinforcement is rarely the constraint.
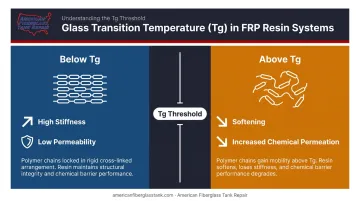
The governing mechanism is the glass transition temperature (Tg). Below Tg, the cured resin behaves as a rigid, load-bearing solid. Above it, the polymer chains gain mobility and the resin softens into a rubbery state. Both structural stiffness and resistance to chemical permeation drop measurably as a result. Published continuous operating limits are deliberately set below Tg to maintain a functional safety margin — not at it.
Continuous vs. Peak Temperature: Two Different Numbers
Resin manufacturer datasheets list continuous operating temperatures, not peak or transient tolerances. These are not interchangeable:
- Continuous operating temperature: The thermal level the laminate can sustain indefinitely without degradation
- Peak/transient temperature: A short-term maximum that may be tolerable for limited durations under specific conditions
Operators routinely confuse the two. Running a process at 195°F against a 200°F-rated resin feels safe, but it provides almost no margin for process upsets, seasonal variation, or the gradual reduction in thermal tolerance that comes with service history.
Why the Corrosion Barrier Is the Critical Layer
In any FRP vessel, the inner corrosion barrier — a resin-rich liner with roughly 70–85% resin by volume — contacts the stored fluid directly. It operates at the highest thermal load in the wall cross-section. According to UTComp's corrosion barrier assessment guidance, this barrier typically measures around 2.5 mm thick, and microcracking within it can be difficult to detect until cracks exceed 40 microns or are stained by process media.
The corrosion barrier is always the first layer to degrade when temperatures approach rated limits, particularly in chemical storage and bypass systems handling reactive fluids. This makes it the highest-risk layer in any thermally stressed FRP vessel.
Temperature Ranges by Resin Type
Engineering ToolBox's vinyl ester chemical resistance data and verified manufacturer technical bulletins support the following reference ranges for common FRP resin systems:
| Resin System | Approximate HDT / Continuous Service Range | Notes |
|---|---|---|
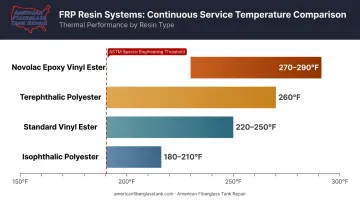
| Isophthalic polyester | ~209–225°F (98–107°C) | Good general corrosion service; lower thermal ceiling than vinyl ester |
| Terephthalic polyester | HDT ~260°F (127°C) | Formulated for higher-temp corrosion service; use with chemical-specific guidance |
| Standard bisphenol-A vinyl ester | ~220–250°F (104–121°C) | Most common choice for moderate-to-high temperature chemical service |
| Novolac epoxy vinyl ester | HDT ~270–290°F (132–143°C) | Higher crosslink density; preferred for high-heat, solvent-heavy service conditions |
| Phenolic systems | High Tg, but tank-specific continuous ratings unverified | Generally referenced for fire resistance; no verified tank-specific continuous value |
Important caveat: ASTM D3299 and D4097 — the primary standards for FRP chemical storage tanks — flag any service above 180°F (82°C) for special engineering consideration, regardless of what the resin datasheet states. Treat anything above that threshold as an engineered design case.
Why Polyester Runs Cooler Than Novolac Systems
Higher crosslink density restricts molecular mobility, which raises Tg and improves resistance to thermal softening under combined mechanical and chemical stress. Standard polyester resins have lower crosslink density than novolac epoxy vinyl esters, so they begin showing measurable stiffness reduction at more modest temperatures.
That single-resin behavior becomes more consequential when multiple resin systems share a laminate wall.
Mixed-Laminate Systems Don't Inherit the Better Resin's Limit
A tank with a vinyl ester corrosion barrier over a standard polyester structural wall does not perform like a vinyl ester tank. Under thermal and mechanical load, the governing limit belongs to the more thermally constrained component. If the polyester structural wall begins softening, the vinyl ester liner can't compensate — the wall backing it has already lost stiffness. The system limit must be evaluated across the entire laminate, not just the liner material.
This is why resin selection for relining work requires evaluating the full laminate stack: repair resin, veil system, and structural wall together, against the actual stored chemical, concentration, and operating temperature. AFTR's relining process addresses each of those variables rather than selecting based on a single material property.
Bypass Systems vs. Storage Tanks: How Application Context Changes the Specification
Static storage tanks and bypass systems face the same resin chemistry, but they experience very different thermal stress profiles.
Thermal Cycling in Bypass Systems
For a bypass line that opens intermittently on a hot chemical process, the laminate doesn't hold a steady temperature — it heats up, cools down, and heats up again. Each cycle drives expansion and contraction of the resin matrix. Over time, this repeated mechanical stress initiates micro-cracking in the corrosion barrier, even when peak temperatures stay within rated limits.
The RPS Composites Design Manual distinguishes FRP pipe cyclic service (150 million cycles) from static service (100,000 hours) under ASTM D2992 — a distinction that underscores how differently dynamic and static applications are rated. Thermal cycling stress is cumulative and can loosen fittings, nozzle connections, and flanged joints long before peak temperature approaches a rated limit.
For aboveground bypass lines, movement accommodation is a design requirement, not an optional consideration:
- Thermal expansion coefficient: approximately 1.4 × 10⁻⁵ in./in./°F
- Supports and anchors: must be sized to absorb this movement across the full operating temperature range
- Expansion offsets: required at direction changes to prevent joint stress accumulation
Storage Tanks: Solar Gain Is a Hidden Thermal Input
Where bypass systems accumulate stress through repeated cycling, above-ground storage tanks face a different overlooked input: solar radiation on the tank wall. For uninsulated, dark-colored tanks, wall surface temperatures can exceed the bulk fluid temperature — adding a thermal load that fluid temperature alone doesn't predict.
Above-ground chemical storage specifications should account for this explicitly, particularly when:
- Tank color is dark (higher solar absorptance vs. white or reflective finishes)
- Installation is uninsulated and fully exposed to direct sun
- Location is in southern or high-sun regions where peak irradiance is sustained
Specifying a resin system rated only to the stored fluid's temperature may underestimate actual laminate exposure in these conditions.
Factors That Alter FRP Temperature Performance in the Field
Published temperature ratings apply to new, properly fabricated vessels tested under controlled conditions. In the field, multiple variables reduce that thermal margin — often without any visible warning signs:
Incomplete cure lowers realized thermal limits. Fabrication or storage below 50°F (10°C), or returning a vessel to service too early, results in incomplete crosslinking that compromises both thermal performance and chemical barrier integrity.
Fabrication quality matters as much as resin selection. A well-made tank using a lower-rated resin will frequently outperform a poorly fabricated tank built with premium materials.
Chemical aggressiveness increases with temperature. A fluid stored safely at ambient in a given FRP tank can become damaging when process temperatures rise, due to faster diffusion rates and accelerated resin hydrolysis. Compatibility must be reassessed at the new operating temperature.
Service history erodes thermal margin. Years of operation, prior thermal exceedances, or a degraded corrosion barrier all reduce the effective limit below published specs — and none of it is visible from the outside.
Steam tracing, heating jackets, and insulation can push wall temperatures above the bulk fluid temperature at nozzles, fittings, and gaps in coverage — creating localized hot spots that exceed the tank's rated limit even when bulk process temperatures appear safe.

Consequences of Exceeding FRP Temperature Limits
Thermal damage in FRP is a progression, not a sudden event. Understanding the sequence matters because early-stage damage is often invisible externally.
The Failure Sequence
- As temperatures approach Tg, the resin matrix softens and loses stiffness
- The corrosion barrier becomes more permeable to chemical infiltration
- Delamination initiates at the interface between the liner and structural wall
- With continued exposure, the structural wall begins losing load-bearing capacity
Once the corrosion barrier is thermally compromised, the structural laminate is exposed to direct chemical attack. Thermal softening combined with chemical ingress can cut an FRP vessel's service life from decades to years. Operating margins below the rated limit aren't conservative padding — they're what keeps the barrier functional.
Compliance Implications
Under OSHA PSM requirements, mechanical integrity procedures must follow recognized engineering practices for covered equipment. EPA SPCC regulations separately require bulk storage containers to be compatible with storage conditions, including temperature and pressure, and to be regularly integrity tested. A tank that has experienced thermal exceedance and shows degraded laminate may no longer meet its original design specification.
Why Inspection After a Thermal Event Matters
Early thermal damage typically isn't visible from the outside. What looks intact externally may have micro-cracking, delamination, or softened resin in the barrier layer.
AFTR's engineer-driven inspection program uses ultrasonic testing, laser testing, and high-intensity backlight methods to assess what's happening inside the laminate wall, not just at the surface. These methods can detect:
- Capillary migration of liquid product beneath the corrosion coat
- Delamination and disbondment between laminate layers
- Changes in laminate thickness indicating structural compromise

Common Misinterpretations of FRP Temperature Ratings
Three misconceptions consistently create risk in FRP system design and maintenance. Each one has a direct operational consequence.
Misconception: "Just below the limit is safe."
Operating at 199°F against a 200°F-rated resin isn't safe operation — it's a margin management failure. Consistently running near the boundary accelerates resin degradation, leaves no room for process upsets, and shortens service life. The rated value is a ceiling, not a target.
Misconception: "Pipe ratings apply to tanks."
FRP pipe standards (ASTM D2996, D2992) and storage tank standards (ASTM D3299, D4097) cover fundamentally different constructions, laminate designs, and service conditions. A specification built on pipe thermal ratings for a storage tank application will under-specify the corrosion barrier.
Misconception: "Ambient compatibility equals hot-service compatibility."
Chemical compatibility must be assessed at actual operating temperature, not ambient. A fluid compatible with a given resin at 70°F may exceed that resin's practical chemical resistance at 150°F due to increased diffusion rates and accelerated hydrolysis.
Manufacturer chemical resistance guides address this directly — the Ashland Derakane guide and Reichhold DION corrosion guide both present compatibility data by chemical and temperature, not just fluid type.
Frequently Asked Questions
What is the maximum temperature for FRP?
There's no single answer — it depends on the resin system. Standard isophthalic polyester resins are generally limited to around 180–210°F (82–99°C) for continuous corrosion service, while standard vinyl ester systems extend to roughly 220–250°F (104–121°C). Novolac epoxy vinyl esters push higher, with HDT values reaching 270–290°F (132–143°C). Always verify the specific resin's rating with the manufacturer for your actual service conditions.
Will fiberglass cure at 50 degrees?
This is a fabrication question, not a service temperature question. Most polyester and vinyl ester resins need ambient temperatures above 60–65°F (15–18°C) for adequate cure. At 50°F, reactions stall and incomplete crosslinking results, which reduces the finished laminate's thermal resistance and chemical barrier performance.
Does elevated temperature affect FRP chemical resistance?
Yes. Chemical resistance ratings are temperature-dependent. A fluid assessed as compatible at ambient conditions may become chemically aggressive to the same resin at elevated service temperatures due to increased diffusion rates and accelerated hydrolysis of the resin matrix. Compatibility must always be verified at actual operating temperature, not at ambient conditions alone.
What resin system should be specified for high-temperature FRP storage tanks?
Vinyl ester resins are the standard choice for moderate-to-high temperature chemical storage; novolac vinyl esters handle more demanding heat and solvent environments. Resin selection should be made with a materials engineer based on actual fluid chemistry, concentration, and operating temperature — the published maximum temperature rating is a starting point, not the full picture.
How does thermal cycling affect FRP bypass systems differently than static tanks?
Thermal cycling introduces repeated mechanical stress through laminate expansion and contraction, which can initiate micro-cracking in the corrosion barrier over time — even when peak temperatures stay within rated limits. Bypass systems that open and close intermittently subject the laminate to repeated heat-cool cycles that static storage tanks typically don't experience.
How can I tell if my FRP tank has been damaged by temperature exceedance?
Early thermal damage is often invisible from the outside. Internal indicators include surface blistering, resin discoloration, softness, and reduced acoustic response to tap testing. A professional inspection using ultrasonic testing and high-intensity backlight methods is the only reliable way to detect subsurface delamination and laminate thickness loss.