Getting it wrong has real consequences. Incompatible resin causes progressive liner degradation that often goes unnoticed until the corrosion barrier is breached. Dilution operations performed inside the tank generate exothermic heat spikes that can cause sudden liner failure. And subsurface delamination or wall thinning — invisible without proper testing — can silently compromise structural integrity long before any external sign appears.
This guide covers why FRP works for sulfuric acid storage, the resin and concentration requirements that determine compatibility, critical operating conditions, warning signs to watch for, and a practical maintenance schedule.
Key Takeaways
- FRP tanks are compatible with sulfuric acid up to 70–75% concentration using vinyl ester resin; 76–80% requires resin-specific written approval and tighter temperature controls
- The corrosion barrier (liner) is the tank's primary chemical defense — its thickness, resin content, and resin type directly determine service life
- Temperature control, venting design, and secondary containment are hard engineering requirements — not optional guidelines
- Failure modes like blistering, delamination, and wall thinning are undetectable without ultrasonic or high-intensity backlight testing
- A structured inspection program is the difference between a long-service tank and one that fails prematurely
Why FRP Tanks Are Used for Sulfuric Acid Storage
Carbon steel is the dominant material for high-concentration sulfuric acid (93–99%), where a stable iron sulfate passivation layer protects the metal. Below roughly 93%, that passive layer breaks down — and the failure mode is not gradual. Acid attacks the steel directly, generating hydrogen gas and ferrous ions. Over time, iron sulfate sludge accumulates and can block lines, while hydrogen gas buildup creates pressure and explosion risk.
FRP avoids these failure modes entirely. There's no passive layer to maintain, no sludge formation, and no hydrogen generation. When built with the correct resin system, FRP resists acid attack through its chemistry alone.
Where FRP Fits in the Materials Landscape
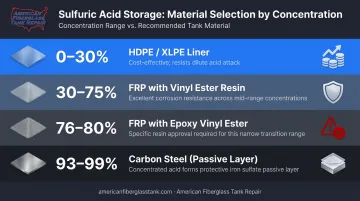
| Concentration Range | Preferred Material | Key Reason |
|---|---|---|
| 0–30% | HDPE / XLPE | Cost-effective for dilute acid |
| 30–75% | FRP with vinyl ester resin | Superior corrosion resistance, design flexibility |
| 76–80% | FRP with specific epoxy vinyl ester | Requires resin-specific approval + temperature limits |
| 93–99% | Carbon steel | Stable passive layer at high concentration |
Beyond chemistry, FRP offers meaningful structural advantages for industrial installations:
- High strength-to-weight ratio simplifies installation and reduces structural support requirements
- Custom geometries accommodate site-specific space constraints
- Long service life with proper maintenance in chemical, waterworks, and wastewater environments
That durability is reflected in market demand. The FRP tank market is projected to grow from $3.97 billion in 2025 to $5.54 billion by 2031, driven by demand for corrosion-resistant storage across chemical processing and water treatment. Both sectors rely on sulfuric acid as a core process chemical — and both are moving away from materials that require passive-layer chemistry to stay intact.
FRP Tank Compatibility: Resin Selection and Concentration Limits
FRP is not a single material. It's a composite whose chemical resistance is determined primarily by the resin system, not the glass fiber reinforcement. Using the wrong resin for sulfuric acid service is one of the leading causes of premature FRP tank failure — and it's entirely preventable.
Resin Types for Sulfuric Acid Service
Vinyl ester resin is the required specification for sulfuric acid storage in FRP tanks. Its molecular structure provides greater resistance to hydrolysis and acid attack compared to standard isophthalic or orthophthalic polyester resins. Standard polyester resins degrade rapidly in acid service; using them in sulfuric acid applications eliminates the safety margin entirely.
Ashland's Derakane vinyl ester resins are designed specifically to outperform other resin systems in corrosive chemical process equipment. Epoxy novolac-based vinyl ester grades (such as Derakane 470 series) extend this further, offering higher temperature tolerance for the same concentration ranges.
The Corrosion Barrier: The Tank's First Line of Defense
The corrosion barrier — the resin-rich inner liner — is where acid contact actually occurs. Its design matters as much as resin selection:
- Surfacing veil layer: Typically 10–20 mil (0.3–0.8 mm), approximately 95% resin content, minimum glass reinforcement
- Backup layer: Typically 90–230 mil (2–6 mm), approximately 75% resin with chopped strand mat
- Total corrosion barrier: Typically 100–250 mil (2.5–6.3 mm) combined
Specifying too thin a liner, or applying the correct thickness with the wrong resin, negates the protection. The corrosion barrier is also where degradation initiates — catching problems here early keeps repair costs manageable.
AFTR works with custom-blended vinyl ester and epoxy resins along with over 45 fiberglass mat, veil, and laminate options. Every relining project is specified to the stored chemical, its concentration, and operating temperature. AFTR works with custom-blended vinyl ester and epoxy resins along with over 45 fiberglass mat, veil, and laminate options. Every relining project is specified to the stored chemical, its concentration, and operating temperature. Those concentration limits — and the temperature thresholds that come with them — are where compatibility decisions get most consequential.
Concentration and Temperature Limits
70–75% concentration is the standard working range for vinyl ester FRP tanks. Above 75%, oxidative attack on the resin accelerates and liner degradation becomes the dominant failure risk.
76–80% is achievable only with specific epoxy vinyl ester grades and tighter temperature controls. It requires written resin manufacturer approval and should not be assumed from generic "FRP is compatible up to 80%" claims.
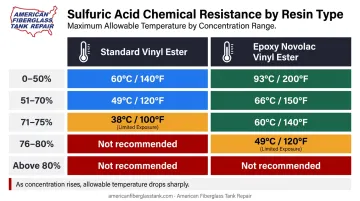
| Concentration | Standard Vinyl Ester Max Temp | Epoxy Novolac Vinyl Ester Max Temp |
|---|---|---|
| 0–50% | 100°C / 210°F | 100–105°C / 210–220°F |
| 51–70% | 80°C / 180°F | 80°C / 180°F |
| 71–75% | 40°C / 100°F | 80°C / 180°F |
| 76–80% | 40°C / 100°F | 50°C / 120°F |
| Above 80% | Not recommended | Limited service only |
Source: Resoltech epoxy vinyl ester resin chemical resistance data; Polynt DION corrosion guide
The practical takeaway: as concentration increases, allowable temperature decreases sharply. If your operating conditions approach the upper boundary of any concentration band, verify directly with the resin manufacturer before specifying the liner system.
Critical Storage Conditions for FRP Sulfuric Acid Tanks
A correctly specified FRP tank will still fail if operating conditions fall outside design parameters. The following are engineering limits.
Temperature Management
Above-ground, non-insulated FRP tanks are preferred for sulfuric acid service. Passive heat dissipation keeps stored acid temperatures within rated limits without active management. Underground storage creates monitoring blind spots that are difficult to address without significant infrastructure.
Never perform dilution operations inside an FRP storage tank. Sulfuric acid dilution is highly exothermic — adding water to concentrated acid releases significant heat that can spike well above FRP temperature tolerances, causing rapid liner failure or structural damage.
Acid should be received at the target concentration. If dilution is unavoidable, conduct it in a purpose-built mixing vessel with appropriate heat management — never in the storage tank.
Secondary Containment
Secondary containment is required under EPA SPCC regulations for facilities storing oil above threshold quantities, and under 40 CFR 264.175 for RCRA hazardous waste container areas. That rule requires capacity of at least 10% of aggregate container volume or the volume of the largest container, whichever is greater.
For sulfuric acid stored as a product (not waste), consult your facility's environmental engineer for the applicable regulatory framework.
Regardless of the specific rule, two containment configurations are common:
- External dike or berm systems — standard for large installations; requires acid-resistant surface coating since bare concrete deteriorates rapidly under sulfuric acid exposure
- Double-wall tank configurations — provides integral leak detection and space efficiency; well-suited for facilities with limited footprint
Both approaches must be specified for the concentration being stored. Containment surfaces rated for water or mild chemicals are not adequate for sulfuric acid.
Venting and Chemical Segregation
Even at lower concentrations, sulfuric acid generates acid mist during filling and transfer operations. OSHA's permissible exposure limit for sulfuric acid mist is 1 mg/m³ TWA — a threshold that is easily exceeded in enclosed, poorly ventilated storage areas.
Vent system requirements:
- Use PVC or CPVC pipe — never metal, which corrodes rapidly from acid fumes
- Discharge to a safe outdoor location, away from air intakes and occupied areas
- Size vents to handle displacement during fill operations without pressurizing the tank

Proper venting addresses airborne hazards — but what's stored nearby matters just as much. Strong bases, oxidizers, flammable organics, and reactive metals must be stored separately from sulfuric acid. A spill involving an incompatible chemical in shared containment can trigger violent exothermic reactions or toxic gas release.
Warning Signs Your FRP Tank Needs Attention
FRP failure is rarely sudden. It progresses through identifiable stages — and early detection is what separates a manageable repair from a full tank replacement or a safety incident.
Visible Surface and Structural Changes
Interior indicators (observed during entry or camera inspection):
- Blistering or bubbling of the corrosion barrier — indicates acid has penetrated the liner
- Crazing (fine surface cracking) — early-stage resin degradation
- Delamination of laminate layers
- Discoloration or surface softening — signs of chemical attack on the resin matrix
Exterior and structural indicators:
- Soft spots detected by tapping the tank wall
- Visible deflection or bulging — structural laminate compromise
- Any change in tank geometry from its original profile
Exterior structural changes are late-stage indicators. Wall deflection means the structural laminate is already compromised — pull the tank from service and schedule an inspection immediately.
Leaks, Seeps, and Fitting Degradation
Weeping at fittings, nozzle connections, or laminate seams often precedes visible external failure. Small seepage means the corrosion barrier has already been breached. Look for:
- Staining on the tank exterior
- White crystalline salt deposits around fittings or seams
- Surface etching on the outer shell below connection points
Nozzle connections are common failure initiation points because the laminate is cut and re-joined at these locations. AFTR's nozzle repair process seals the internal area from the structural laminate to prevent stored product from migrating between laminate layers, which left unaddressed accelerates structural degradation. Gaskets, flange bolts, and connection laminate should be inspected at every maintenance interval.

Process and Downstream Indicators
Not all warning signs are on the tank itself:
- Unexplained changes in stored acid quality or concentration may indicate liner porosity allowing water ingress or material leaching
- Increased corrosion of downstream metal components — piping, pumps, valves — can indicate trace acid leakage
- Unusual odors in the storage area suggest fume emissions from compromised seals or liner gaps
The most critical degradation modes — wall thinning, subsurface delamination, early-stage liner porosity — are invisible to the naked eye. Visual checks alone won't catch them.
AFTR's Fiberglass Tank & Pipe Institute certified inspectors use ultrasonic thickness testing, laser scanning, and high-intensity backlight testing to detect these subsurface problems before they become critical. These methods can identify capillary migration of liquid product beneath the corrosion coat, which no visual inspection can detect.
FRP Sulfuric Acid Tank Maintenance Schedule
Maintenance frequency should reflect operating reality. Tanks in continuous high-utilization service, operating near the upper concentration limit, or in high-temperature environments need more frequent attention than lightly used tanks storing dilute acid.
| Frequency | Inspection Tasks |
|---|---|
| Daily / Per Shift | External visual check for leaks or damage; secondary containment for standing liquid; vent system condition; gauge and level readings |
| Monthly | Fittings, gaskets, and nozzle connections for weeping or staining; spill response equipment condition; containment surface condition |
| Annual | Full internal liner and laminate assessment; ultrasonic thickness measurements; structural integrity review; nozzle and fitting inspection; documentation update |
Key requirements for the annual inspection:
- Annual inspections must be conducted by qualified FRP inspectors, not general maintenance staff. Subsurface delamination, liner thinning, and early porosity require instrument testing to detect — these defects are invisible to visual inspection alone
- Per FTPI RP 2007-1 guidance, comprehensive in-service inspections should follow established procedures for aboveground atmospheric FRP tanks and vessels
- State or owner guidelines may require full interior/exterior inspections on a defined schedule — typically every 5 years at minimum, more frequently for aggressive service
AFTR's engineer-driven inspection program uses ultrasonic, laser, and high-intensity backlight testing, supervised by Fiberglass Tank & Pipe Institute certified inspectors. Findings are documented in detailed reports with condition assessments and remediation recommendations, supporting both regulatory compliance and capital planning decisions.
Frequently Asked Questions
What is the best tank for sulfuric acid?
It depends on concentration. Carbon steel handles high-concentration acid (93–99%) where a passive protective layer remains stable. FRP with vinyl ester resin suits mid-range concentrations up to 70–75% (76–80% with specific resin approval). HDPE handles lower concentrations effectively. Each material has a defined compatibility window, and none covers the full concentration range on its own.
What is the best material to store sulfuric acid?
The right choice depends on acid concentration, operating temperature, tank size, and long-term cost. Mismatching material to concentration is the primary cause of storage failures. Carbon steel, FRP, and HDPE each have well-established optimal use ranges defined by resin manufacturers and industry guidance.
Is FRP compatible with sulfuric acid?
Yes, at concentrations up to approximately 70–75% with vinyl ester resin and a properly specified corrosion barrier. Standard polyester resin FRP is not suitable for sulfuric acid service and will degrade relatively quickly. Above 75%, compatibility becomes resin-specific and temperature-dependent.
What concentration of sulfuric acid can be stored in a fiberglass tank?
FRP tanks built with standard vinyl ester resin are broadly supported up to 70–75% sulfuric acid. Concentrations of 76–80% are achievable with specific epoxy vinyl ester grades under tighter temperature limits. Concentrations above 80% are not recommended for FRP and require carbon steel or specialty alloy tanks.
How often should FRP tanks storing sulfuric acid be inspected?
Daily visual checks and monthly fitting/gasket reviews are the baseline. A full professional inspection — including ultrasonic thickness testing and laminate assessment — should be conducted annually, with increased frequency for tanks near the upper concentration limit or in continuous high-utilization service.
What type of resin is best for sulfuric acid storage in FRP tanks?
Vinyl ester resin is the standard requirement — its molecular structure resists the acid hydrolysis that breaks down standard isophthalic polyester resin. For higher concentrations or temperatures within the rated range, epoxy novolac vinyl ester grades offer extended performance per the resin manufacturer's data sheet.