When that interface degrades, the consequences move fast. What looks like surface weeping at a nozzle collar can progress to through-wall leakage, secondary containment contamination, or regulatory reporting obligations within one or two inspection cycles. For tanks storing oxidizing acids, sodium hypochlorite, or caustic solutions, the margin for error is thin.
This article covers the four main reasons FRP tank nozzles fail, what progressive failure looks like before it becomes a crisis, how repairs are correctly performed, and what prevents recurrence.
Key Takeaways
- Nozzle failures typically stem from secondary bond defects, pipe loads, chemical attack, or thermal cycling
- Early signs like weeping or surface crazing appear before through-wall failure — catch them early for a field repair
- Repair is a laminating process that restores the structural bond and corrosion barrier with compatible resins
- Wrong resin selection causes re-failure even when the laminate work is technically correct
- Scheduled inspections and proper pipe support are the most cost-effective long-term prevention
Common Causes of FRP Tank Nozzle Failure
A nozzle is a manufactured penetration through the tank shell — used for fill lines, draw-off connections, overflow ports, or instrumentation access. The fitting itself is straightforward. What makes it structurally vulnerable is the secondary bond: the hand-laid laminate overlay that ties the nozzle to the shell and carries all the load between them.
That bond is the most workmanship-sensitive joint on the tank — and failures almost never come from a single cause. They compound.
Improper Secondary Bond and Installation Defects
The secondary bond is only as strong as the laminating work behind it. Inadequate wet-out, insufficient laminate thickness, entrapped air voids, or under-cure all create weak points from day one — ones that may not surface until the tank has been in service for months or years.
The highest-risk scenarios are nozzles installed in the field after tank delivery — where ambient temperature, humidity, and resin pot life may not be controlled — and original fabrications where the overlay schedule wasn't followed to specification.
Public procurement standards reflect how seriously fabricators take this. EBMUD's FRP tank RFQ for sodium hypochlorite service prohibits "flange on pipe" nozzle construction entirely and requires integrally molded one-piece nozzles.
It also mandates secondary bond areas be abraded with 16–24 grit grinding disks extending at least 1 inch beyond the overlay edge. That level of specificity exists because inadequate surface prep is a documented, recurring failure mode.
Mechanical Stress from Connected Piping
FRP laminates handle in-plane tensile loads well. Bending and shear loads applied perpendicular to the laminate — which is exactly what unsupported piping delivers — are a different problem.
Cantilever pipe loads from long unsupported runs, thermal expansion of metallic piping, pump vibration, and valve actuator torque all transmit directly into the nozzle-to-shell interface. As identified in a NACE CORROSION 2012 investigation of FRP tank nozzle stiffness, evaluating external loads at FRP nozzle connections is a recognized engineering challenge because the methods used for steel tanks don't transfer directly to composite shells.
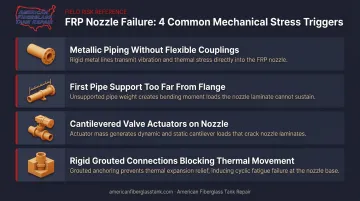
Common triggering scenarios include:
- Metallic piping connected directly without flexible couplings or expansion joints
- First pipe support located too far from the nozzle flange
- Valve actuators cantilevered off the nozzle with no independent support
- Grouted or rigid connections that prevent thermal movement
Chemical Attack at the Nozzle Interface
The corrosion barrier — the inner liner that protects the structural laminate — is most likely to be thinnest or disrupted right at nozzle penetrations. The geometry of a nozzle transition creates stress in the liner during fabrication, concentrating holidays (pinholes or thin spots) at that interface.
Once process fluid reaches the structural laminate through those weak points, fiber degradation and delamination accelerate — especially with oxidizing chemicals like sodium hypochlorite. NACE research confirms that premium epoxy vinyl ester resin is the standard construction for FRP hypochlorite tanks precisely because barrier failures at nozzles are where chemical attack typically begins.
Thermal Cycling and Differential Expansion
Chemical degradation weakens the interface bond over time — but thermal cycling can crack it outright. When metal fittings such as steel flanges or HDPE inserts are bonded into FRP shells, the two materials expand and contract at different rates. Repeated cycles progressively open the interface, eventually creating a pathway for leakage.
High-risk situations include:
- Outdoor tanks with wide seasonal temperature swings
- Tanks storing heated process fluids
- Nozzles near heat sources, steam lines, or solar exposure on dark tank surfaces
What Happens When Nozzle Failures Go Unaddressed
Nozzle damage is self-accelerating. Once the secondary bond begins to crack, process fluid wicks into the laminate — and each subsequent thermal cycle or pressure fluctuation widens the failure zone from there.
A hairline crack at the nozzle radius can progress to through-wall leakage within one to two inspection cycles without intervention.
Left unaddressed, the consequences escalate quickly:
- Chemical spills that trigger regulatory reporting under CERCLA — sodium hypochlorite carries a reportable quantity of just 100 lb, sodium hydroxide 1,000 lb, per 40 CFR 302.4
- Contamination of secondary containment systems requiring remediation
- Unplanned shutdowns that disrupt production schedules
- In severe cases, nozzle pull-out that drains the tank entirely
Warning Signs a Nozzle Is About to Fail
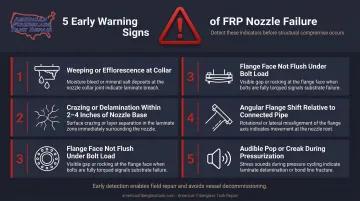
These indicators are visible before through-wall failure — which means there's still time for a field repair rather than a replacement:
- Weeping, staining, or efflorescence (crystalline salt deposits) around the nozzle collar or flange face — process fluid has already penetrated the laminate and is wicking outward
- Visible crazing, cracking, or delamination in the laminate overlay within 2–4 inches of the nozzle base, most often on the inside of the tank at the nozzle radius
- Flange face no longer pulls up flush under bolt load
- Flange has shifted angularly relative to the connected pipe
- Audible pop or creak during pressurization or thermal change
Any of these conditions warrants a nozzle inspection. If more than one appears together, take the tank out of service for evaluation.
How FRP Tank Nozzle Repairs Are Performed
FRP nozzle repair is a laminating process, not a sealant process. The goal is to restore the full structural secondary bond and corrosion barrier using resins and laminates chemically compatible with both the original tank and the stored product — restoring the nozzle to the same standard as original installation.
Surface Preparation and Damage Removal
Surface prep is where repairs succeed or fail. All deteriorated laminate must be ground back to sound substrate using an abrasive disc or grinding wheel. The transition to new substrate should be scarfed at a taper rather than cut to a sharp edge, so the new overlay bonds to a progressively increasing cross-section.
The tank must be fully emptied, cleaned, and vapor-freed before grinding begins. Residual chemical contamination in the laminate — even at a microscopic level — will prevent proper adhesion of the repair laminate regardless of how well the layup work is executed.
Hand Layup Laminate Overlay
Once the surface is prepared, repair lamination proceeds in alternating layers of chopped strand mat (CSM) or woven roving, saturated with a resin system matched to the original corrosion barrier specification. Each layer is rolled out to eliminate air voids before the next is applied, and the system cures under controlled conditions.
Resin selection is not interchangeable. Isophthalic polyester, vinylester, and epoxy systems each have distinct chemical resistance profiles — and using the wrong one causes premature re-failure even when the laminate work is technically sound.
Resin selection at AFTR is matched to the stored chemical and operating temperature for every project — not determined generically. Working with custom-blended isophthalic and terephthalic polyester, vinylester, and epoxy resins, plus over 45 fiberglass mat, chopped strand, Nexus, Harlar, and carbon veil laminates, the repair laminate is specified to match or exceed the original corrosion barrier for the actual chemical in service.
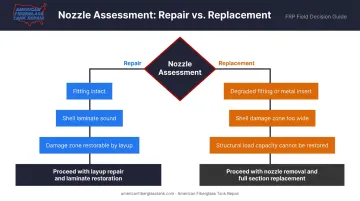
Nozzle Replacement When Repair Is Not Sufficient
Not every nozzle can be repaired in place. Replacement is the correct approach when:
- The nozzle fitting itself is degraded — corroded metal insert, cracked FRP fitting, or thread damage
- Shell laminate adjacent to the nozzle has been chemically compromised over a radius too wide to restore by layup alone
- Structural assessment indicates the repair cannot restore the original design load capacity
When replacement is required, the damaged nozzle is cut out, the shell opening is restored with full laminate buildup to original thickness, and a new nozzle fitting is installed with a complete secondary bond overlay following original fabrication standards.
AFTR pre-fabricates replacement nozzles matched to the specific stored product and operating temperature, then laminates them into the tank shell and interior corrosion lining as an integrated assembly.
Post-Repair Inspection and Testing
Before the tank returns to service, the repair must be verified — not assumed. Testing methods applied to completed nozzle repairs include:
- Ultrasonic thickness measurement of the new laminate overlay to confirm required thickness is achieved across the full secondary bond area
- High-intensity backlight inspection to detect remaining voids or dry fiber in the overlay
- Visual inspection of the corrosion barrier surface for holidays, pinholes, or surface defects
AFTR's inspection services are supervised by Fiberglass Tank & Pipe Institute (FTPI) certified inspectors using ultrasonic, laser, and high-intensity backlight testing methods — providing documented verification that the repair meets the original design standard before the tank goes back online.
Preventing Future FRP Nozzle Failures
Most recurring nozzle failures share a common thread: the root cause wasn't addressed when the repair was made. Fixing the laminate without fixing the pipe support system, or restoring the corrosion barrier without correcting the resin selection, produces a shorter-lived repair than the original installation.
Structural prevention — eliminate mechanical pipe loads at the nozzle:
- Install proper pipe supports close to the nozzle flange
- Use flexible couplings or expansion joints in metallic piping connections
- Ensure all valve actuators are independently supported, not cantilevered from the nozzle flange
- Verify that thermal expansion of connected piping has a relief path
Inspection protocol — target nozzle areas specifically:
Nozzle zones should not be treated as part of a general shell survey. Each nozzle warrants dedicated internal and external visual examination, with ultrasonic spot-checks at the secondary bond perimeter to detect laminate thinning before it becomes a leak.
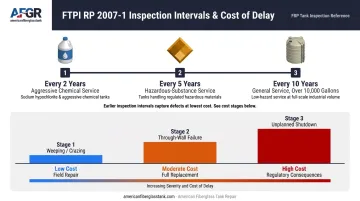
FTPI RP 2007-1 sets the following frequency benchmarks for trained external inspections:
- Every 2 years — corrosion barrier inspections for aggressive chemical service (such as sodium hypochlorite)
- Every 5 years — hazardous-substance service tanks
- Every 10 years — tanks over 10,000 gallons in general service
Long-term control — maintain records:
Inspection records that document nozzle condition at each interval make deterioration visible over time. Consistent recordkeeping pays off directly in repair scope and cost:
- Degradation caught at the weeping or surface crazing stage allows a straightforward field repair
- Through-wall failures typically require full nozzle replacement and extended downtime
- Documented interval data lets you schedule repairs before failures force the decision
Frequently Asked Questions
What are common fiberglass tank nozzle problems?
The most common problems are secondary bond failure (cracking or delamination of the laminate overlay at the nozzle-to-shell junction), leakage from chemical attack of the corrosion barrier at the nozzle interface, and mechanical damage from pipe loads or thermal cycling. All three are detectable during routine inspection before they progress to through-wall failure.
Can fiberglass tanks and piping be repaired?
Yes. FRP tanks and piping can be repaired using hand layup lamination techniques, provided the structural laminate hasn't been compromised beyond a restorable extent. When performed with chemically compatible resins and proper surface preparation, a well-executed repair can match the service life of the original fabrication.
How long does an FRP nozzle repair typically last?
A properly executed repair — with correct surface prep, compatible resin selection, and adequate laminate thickness — should last as long as the surrounding tank structure. Shortened repair life almost always traces to inadequate preparation, wrong resin choice, or failure to resolve the root cause (such as unresolved pipe loads) that drove the original failure.
What is the difference between repairing a nozzle and replacing it?
Repair restores the secondary bond laminate and corrosion barrier with the fitting in place — the right call when the fitting is intact and the shell laminate is sound. Replacement is required when the fitting itself is structurally degraded or the shell damage zone is too large to restore by layup alone.
How do I know if my FRP tank nozzle needs immediate repair?
Immediate repair is warranted if there is visible weeping or staining at the nozzle collar, through-wall cracking in the secondary bond overlay, or if the flange face has shifted or no longer seals correctly under bolt load. These conditions indicate active or imminent leakage and the tank should be taken out of service for evaluation.
Can a nozzle failure cause full tank failure?
Yes. Progressive nozzle degradation can undermine the surrounding shell laminate — and if a nozzle pulls out under pressure or the shell cracks radially from the nozzle, uncontrolled release of tank contents is possible. Nozzle failures should never be deferred as low-priority maintenance items.