Choosing wrong has real consequences. Premature vessel failure, unplanned downtime, and full replacement costs are the typical outcomes when a standard FRP tank gets specified for a chemical service it cannot handle. NACE estimates global corrosion costs at $2.5 trillion annually — a figure that reflects exactly this kind of misaligned material selection at scale.
This guide breaks down the structural differences between FRP and dual laminate, where each system performs best, and the decision factors that should drive your material selection.
Key Takeaways
- FRP is a single-material composite with solid corrosion resistance and lower upfront cost, suited for moderate chemical service and standard process conditions
- Dual laminate combines a thermoplastic inner liner with an FRP shell for superior resistance to aggressive chemicals and elevated temperatures
- The critical differences: chemical resistance depth, operating temperature range, upfront vs. lifecycle cost, and repairability
- Neither system is universally superior — the right choice depends on fluid chemistry, temperature, pressure, and your facility's maintenance expectations
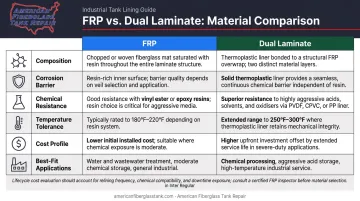
FRP vs Dual Laminate: Quick Comparison
| Dimension | FRP | Dual Laminate |
|---|---|---|
| Composition | Glass fiber-reinforced thermoset resin matrix | Thermoplastic liner bonded to FRP structural shell |
| Primary Corrosion Barrier | Resin-rich inner surface (isophthalic, vinylester, or epoxy) | Thermoplastic liner (PVC, CPVC, PP, PVDF, ECTFE, PFA, etc.) |
| Chemical Resistance Range | Broad — limited by resin chemistry | Wider — determined by thermoplastic liner selection |
| Temperature Tolerance | ASTM flags 180°F / 82°C as a special-design threshold | Liner-dependent: CPVC to 200°F, PVDF to 248–275°F, PFA to 500°F |
| Upfront Cost | Lower | Higher (thermoplastic liner + specialized fabrication) |
| Lifecycle Cost | Higher in aggressive service (premature degradation risk) | Lower in severe service (longer service life, less maintenance) |
| Repairability | Field-repairable by qualified crews; relining is well-established | Requires specialized thermoplastic repair to maintain liner integrity |
| Best-Fit Applications | Water/wastewater, moderate chemical storage, secondary containment | Chlor-alkali, semiconductor, mineral processing, concentrated acids/halogens |
Note: Cost and performance tradeoffs are application-specific. Evaluate both systems across the full expected service life, not just upfront purchase price.
What Is FRP?
FRP (Fiberglass Reinforced Plastic) is a composite material made from a polymer resin matrix reinforced with glass fibers. A typical vessel cross-section includes a resin-rich corrosion barrier at the inner surface, followed by chopped strand or woven mat laminate layers for structural strength, and an exterior finish coat.
The corrosion resistance in an FRP vessel comes entirely from the resin system. Three main resin types define the performance envelope:
- Isophthalic polyester — general service, water, and mild chemicals
- Vinylester — broader chemical resistance, preferred for industrial applications including bleach and many acidic environments
- Epoxy — high mechanical strength, excellent resistance to specific chemical families
ASTM D3299 covers filament-wound FRP tanks for aggressive chemical service at atmospheric pressure and specifies that service above 180°F / 82°C requires special design consideration — a threshold worth checking before specifying standard FRP for elevated-temperature service.
AFTR works with custom-blended isophthalic and terephthalic polyester, vinylester, and epoxy resins across more than 45 fiberglass mat, chopped strand, Nexus, Harlar, and carbon veil laminates — giving field crews the flexibility to match the right corrosion barrier system to each service condition.
FRP's Core Strengths
- Lightweight relative to steel, non-conductive, non-corroding
- Cost-effective for large vessel sizes
- Well-suited to water/wastewater service under AWWA D120
- Easier to fabricate and field-repair than metal alternatives
Where FRP Falls Short
The resin-based corrosion barrier has chemical and temperature limits. At elevated temperatures, or with highly aggressive chemistries — concentrated acids, halogens, strong oxidizers — the resin can degrade, swell, or lose barrier integrity.
AFTR's inspection teams regularly identify this degradation as spidering, disbondment, emulsification, or low Barcol hardness — typically on tanks that were correctly built but mismatched to their actual service conditions.
Use Cases for FRP
FRP is the dominant material for:
- Municipal potable water storage and distribution infrastructure
- Water and wastewater treatment tanks (under AWWA D120)
- Secondary containment vessels
- Sodium hypochlorite storage at moderate concentrations (9–18% at ambient temperatures around 100°F)
- Scrubber systems and general chemical storage within the resin's rated resistance range
The global fiberglass tank market was valued at $2.62 billion in 2023, projected to reach $3.53 billion by 2030 — driven by sustained demand across chemical processing, municipal water, and industrial storage applications.
What Is Dual Laminate?
Dual laminate is a composite construction in which a thermoplastic liner is mechanically and chemically bonded to an FRP structural shell during fabrication, creating a unified system. The thermoplastic layer handles chemical contact; the FRP layer provides structural integrity and secondary containment.
This distinction matters: the thermoplastic in a dual laminate vessel is engineered into the vessel during fabrication — not inserted as a loose liner or applied as a field retrofit. That bonded construction is what gives dual laminate its structural reliability under both pressure and vacuum conditions.
Thermoplastic Liner Options
Liner selection drives the performance envelope of the entire vessel:
| Liner | Best-Fit Chemistry | Approx. Temperature Ceiling |
|---|---|---|
| PVC / CPVC | Chlorine compounds, acids | CPVC: up to 200°F (93°C) |
| PP (Polypropylene) | Alkalis, salts, organic acids | ~160°C melt point; operating limit depends on load |
| PVDF | Halogens, oxidants, most acids | 248–275°F (120–135°C) in laminated systems |
| ECTFE (Halar) | Strong acids, bases, oxidants | Up to 150°C in non-load-bearing service |
| FEP / ETFE / PFA | Broad-spectrum resistance across most aggressive chemistries | PFA: continuous service up to 260°C (500°F) |
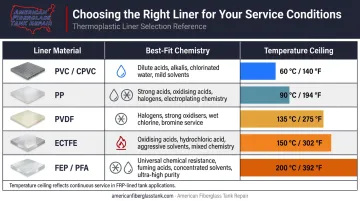
Always base liner selection on the specific fluid chemistry, trace contaminants, and operating temperature — the general chemical family alone won't capture the variables that matter most.
Why Bonded Construction Matters
Because the thermoplastic is supported by the FRP overwrap, dual laminate vessels handle internal pressure and vacuum reliably without the liner collapse or separation risk found in loose-liner systems. The DLFA (Dual Laminate Fabricators Association) defines dual laminate specifically as a thermoplastic liner overwrapped with fiberglass reinforcement — that bond is what allows the liner to resist deformation under load rather than acting as a passive barrier.
Use Cases for Dual Laminate
Dual laminate is the preferred choice when:
- Process chemistry degrades resin-based FRP barriers over time (chlor-alkali, mineral processing, semiconductor manufacturing)
- Concentrated acids, halogens, or strong oxidizers are involved
- Operating temperatures approach or exceed the upper limit of standard FRP resin systems
- Process fluid purity is critical — the non-reactive thermoplastic surface prevents resin component leaching into sensitive streams
AMPP/NACE case histories document dual laminate vessels reducing both capital and lifecycle costs across chlor-alkali, sodium chlorate, hydrometallurgy, and mineral processing — environments where standard FRP systems require frequent intervention or early replacement.
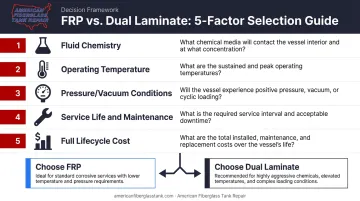
FRP vs Dual Laminate: Which Is Right for Your Application?
The selection decision comes down to five factors:
- Fluid chemistry and concentration — Does the stored chemical fall within the resin's rated resistance range?
- Operating temperature — Does service approach or exceed 180°F / 82°C?
- Pressure or vacuum conditions — Does the vessel need to handle vacuum cycling?
- Required service life and maintenance access — What are your inspection and downtime expectations?
- Full lifecycle cost — Not just capital cost, but the cost of premature failure and replacement
When to Choose Standard FRP
FRP is the right choice when:
- The stored fluid is within the resin system's chemical resistance range
- Operating temperatures stay well below the 180°F / 82°C ASTM design threshold
- Service life expectations align with the 20–30 year range typical of well-maintained FRP vessels
- Budget constraints are a primary driver and the chemical service is appropriate
Well-maintained FRP tanks in the right service regularly reach 20–30 years. Water/wastewater service vessels can perform even longer; sodium hypochlorite service can be considerably shorter depending on concentration, temperature, and resin selection.
When to Choose Dual Laminate
Dual laminate is the right choice when:
- The fluid involves strong oxidizers, concentrated acids, halogens, or other chemistries that degrade resin systems
- Operating temperatures approach or exceed standard FRP resin limits
- Liner integrity is safety-critical and the cost of containment failure is high
- The cost of unplanned downtime significantly outweighs the upfront cost premium
The higher upfront cost of dual laminate is consistently offset by longer service life and lower maintenance frequency in severe service. Choosing standard FRP for a service that actually requires dual laminate often results in premature failure and total replacement costs that far exceed the original cost premium.
A Common Field Scenario
Consider a chemical facility that specified a standard vinylester FRP tank for dilute hydrochloric acid service. Within five years, inspection revealed active emulsification and low Barcol hardness throughout the corrosion barrier — the resin had absorbed moisture and the barrier was compromised.
The tank remained structurally sound, so the operator had two paths: field repair and reline with a higher-performance resin system, or specify a dual laminate replacement vessel with a PVDF or ECTFE liner for the next service cycle.
This failure mode is common across chemical processing facilities. The root cause wasn't the FRP construction itself — the resin selection simply didn't match the service conditions. At the design stage, the correct specification was either a higher-resistance resin system or a dual laminate vessel.
Repairability: An Important Operational Difference
FRP tanks with degraded corrosion barriers can be repaired and relined in the field by experienced crews — a significant operational and cost advantage. AFTR's field teams perform this work across all 50 states, using vinylester, epoxy, and custom resin blends matched to each vessel's specific service.
Dual laminate vessels require more specialized repair to restore thermoplastic liner integrity. That distinction matters for maintenance planning: verify your contractor has documented thermoplastic liner repair experience before specifying dual laminate for a new installation.
Maintaining and Inspecting Your FRP or Dual Laminate Vessel
The internal corrosion lining is the most critical component to monitor in any vessel. Left undetected, degradation in both resin-based FRP barriers and thermoplastic dual laminate liners leads directly to structural compromise or containment failure.
What Degradation Looks Like
AFTR's inspection teams regularly document these failure modes across FRP vessels:
- Spidering and floor stress cracking
- Disbondment and delamination of the corrosion coat
- Emulsification and moisture absorption
- Low Barcol hardness (indicating resin degradation)
- Shell distortion and ultraviolet degradation
- Capillary migration of liquid beneath the corrosion coat
Catching any of these conditions early dramatically changes the outcome — from a field repair that extends service life by years, to a full vessel replacement.
Inspection Methods
AFTR's FTPI-certified inspectors deploy multiple testing methods on every vessel assessment:
- Ultrasonic testing — measures laminate thickness and identifies subsurface voids or delamination
- High-intensity backlight inspection — reveals laminate integrity and internal structural conditions not visible to the naked eye
- Laser testing — maps dimensional deformation and detects structural irregularities that other methods can miss

For dual laminate vessels, spark testing is used to evaluate thermoplastic liner continuity — identifying pinholes and voids in the liner before they become active leak paths.
The Cost Argument for Proactive Inspection
Relining a degraded FRP corrosion barrier costs a fraction of full vessel replacement — and avoids the extended lead times that come with new vessel fabrication. Siemens' 2024 True Cost of Downtime report puts unplanned downtime costs for the world's 500 largest companies at $1.4 trillion annually — and a single unexpected vessel failure can trigger a disproportionate share of that exposure when production halts.
That's why AFTR provides both scheduled and emergency inspection and maintenance services across all 50 states — with field crews equipped to mobilize rapidly through Service-Pack shipping containers staged throughout North America.
Conclusion
FRP is a proven, cost-effective solution for a wide range of water, wastewater, and industrial chemical applications. Dual laminate is the right step up when process chemistry or temperature demands exceed what a resin-based corrosion barrier can reliably handle. Neither is universally superior. The decision belongs in a full lifecycle analysis of your specific service conditions, not in a budget line item.
Once that material decision is made, long-term vessel performance depends on what happens next: proactive inspection and timely maintenance of the internal corrosion lining. Establishing a regular inspection program — with FTPI-certified inspectors evaluating your vessels on a defined schedule — catches degradation before it becomes failure. Unplanned downtime and emergency repairs consistently cost more than the inspections that prevent them.
Frequently Asked Questions
What are the different types of FRP?
FRP is categorized primarily by resin system: isophthalic polyester handles general service and mild chemicals, vinylester covers broader industrial chemical exposure, and epoxy suits high-strength or specialized chemical applications where polyester and vinylester fall short. The resin system chosen determines how well the corrosion barrier holds up against the specific chemistry and temperatures inside the vessel.
What type of FRP pipe is the strongest?
Filament-wound FRP pipe delivers the best structural efficiency for pressure and cylindrical applications because the fiber winding angle can be engineered to optimize hoop or axial strength depending on the load. The right answer depends on whether the critical load is internal pressure, bending, or axial stress — each favors a different winding pattern.
Is dual laminate more expensive than standard FRP?
Dual laminate carries a higher upfront cost due to the thermoplastic liner material and specialized fabrication requirements. In aggressive chemical service, however, dual laminate's longer service life and lower maintenance frequency produce a lower total lifecycle cost than standard FRP.
What chemicals require dual laminate instead of standard FRP?
Highly concentrated acids, halogens, strong oxidizers, and certain solvents can degrade FRP resin systems over time. For these chemistries — common in chlor-alkali, semiconductor, and mineral processing — a dual laminate vessel with an appropriate thermoplastic liner such as PVDF, ECTFE, or PFA provides the necessary chemical barrier.
Can FRP tanks with a degraded corrosion lining be repaired?
Yes. FRP tanks with degraded internal corrosion linings can often be repaired and relined in the field by qualified crews, avoiding full vessel replacement. The key is catching lining degradation early through regular inspection — ultrasonic testing and high-intensity backlight methods are standard tools for this assessment.
How long do FRP tanks typically last compared to dual laminate tanks?
Well-maintained FRP tanks last 20–30 years in appropriate service, though aggressive chemical exposure — sodium hypochlorite being a common example — can shorten that considerably. Dual laminate vessels in severe chemical service match or exceed that range when the thermoplastic liner is correctly specified and the tank receives consistent maintenance.