This article covers what FRP pressure vessels are made of, how they're constructed, where they're used, what affects their performance, and what goes wrong in practice.
Key Takeaways
- FRP pressure vessels are fiberglass-and-resin composite containers engineered to hold fluids under pressure in corrosive service environments
- They outperform carbon steel on corrosion resistance, weight, and total cost of ownership
- Every vessel is built in functional layers: corrosion-resistant inner liner, structural laminate, and protective outer shell
- Resin and liner chemistry must match the specific chemical and temperature service conditions — this determines long-term performance
- Governed by ASME RTP-1 (up to ±15 psig) and ASME Section X for higher-pressure applications; regular inspection is required
What Is an FRP Pressure Vessel?
An FRP (Fiberglass Reinforced Plastic) pressure vessel is a closed container built from glass fiber reinforcement bonded in a thermoset resin matrix (typically polyester, vinylester, or epoxy). It is rated to safely contain fluids or gases at pressures above or below atmospheric.
How FRP Pressure Vessels Differ from Atmospheric Tanks
The distinction matters operationally. Atmospheric FRP storage tanks are open-vented and not pressure-rated — they fall under ASTM D3299-24, which explicitly excludes vessels intended for pressure above atmospheric. FRP pressure vessels are a different category entirely.
Two ASME standards define the pressure vessel space:
- ASME RTP-1 — covers stationary reinforced thermoset plastic corrosion-resistant vessels rated up to ±15 psig internal or external above hydrostatic head
- ASME Section X (BPVC.X-2025) — the pressure vessel code path for FRP applications exceeding that boundary
The distinction matters: RTP-1 is a low-pressure corrosion equipment designation, not a high-pressure vessel standard. Specifying the wrong code path creates compliance gaps that surface during inspection or incident review.
Core Materials
Material selection drives chemical resistance, temperature tolerance, and pressure capacity:
- E-glass rovings — primary structural reinforcement in the load-bearing laminate
- C-glass veil or thermoplastic liner materials — inner contact surface, selected for the specific chemical service
- Thermoset resins — isophthalic or terephthalic polyester, vinylester, or epoxy, each with distinct chemical and thermal resistance profiles
Why FRP Pressure Vessels Are Used in Industrial Applications
Corrosion Resistance
Corrosion resistance is the primary reason industrial operators choose FRP. These vessels are effectively immune to the rust, oxidation, and chemical attack that progressively degrades carbon steel in environments involving acids, caustics, chlorinated water, brine, and similar aggressive fluids.
The cost context: NACE International's 2016 IMPACT study estimated global corrosion costs at $2.5 trillion annually — 3.4% of global GDP — with corrosion-control practices capable of saving 15–35% of that total. Choosing the right material at the design stage is one of the most cost-effective decisions an operator can make.

Weight and Installation Advantages
FRP vessels are significantly lighter than steel equivalents at comparable structural performance. That difference reduces:
- Foundation load requirements
- Shipping and handling costs
- Installation complexity
- Physical risk during maintenance or removal
Lifecycle Economics
Those physical advantages carry over to the financials as well. The upfront cost of an FRP vessel may exceed basic carbon steel in some cases, but the lifecycle math typically reverses that comparison in corrosive service — where steel requires periodic lining replacement or full vessel replacement.
FRP's resistance to chemical attack and lower maintenance frequency drives total cost of ownership down, particularly in chemical processing and water treatment applications.
Design Flexibility
FRP vessels can be custom-fabricated with specific resin chemistries, liner materials, wall thicknesses, and laminate schedules — all matched to exact chemical service, temperature range, and pressure rating. Standard metallic vessels don't offer that level of tailoring without expensive alloy upgrades.
Regulatory and Standards Adoption
ASME RTP-1 certification, NSF/ANSI 61 for potable water contact, and Fiberglass Tank and Pipe Institute guidelines have formalized FRP use across regulated industries. In water treatment, FRP is operationally preferred. In food production and potable water systems, NSF compliance is often a regulatory requirement, not just a preference.
How FRP Pressure Vessels Are Constructed
Two fabrication methods dominate:
- Filament winding — continuous glass roving wound over a mandrel or liner at engineered angles; hoop winding typically runs at 85–90° for radial/pressure strength, helical winding at 5–85° for axial load capacity
- Contact/hand lay-up — used for complex geometries, custom nozzle placement, and repair applications
Regardless of method, every FRP pressure vessel is built in three functional layers with distinct roles.
The Inner Liner
The liner is the first contact surface with the contained fluid. It's resin-rich and uses either C-glass veil reinforcement or a thermoplastic material selected specifically for the chemical service. Common thermoplastic options include:
- Contact/hand lay-up — used for complex geometries, custom nozzle placement, and repair applications
Regardless of method, every FRP pressure vessel is built in three functional layers with distinct roles.
The Inner Liner
The liner is the first contact surface with the contained fluid. It's resin-rich and uses either C-glass veil reinforcement or a thermoplastic material selected specifically for the chemical service. Common thermoplastic options include:
- PP, PVC, PVDF, and PTFE for general chemical resistance
- ECTFE, CPVC, FEP, and PFA for more demanding or high-purity applications
Its sole job is to act as a corrosion barrier, preventing chemical attack from reaching the structural laminate. Liner integrity is the single most critical factor in vessel longevity. Degradation through blistering, crazing, chemical erosion, or disbondment is the most common initiation point for broader vessel failure — and it's progressive, not sudden.
Filament-wound composite structures are porous enough that an intact liner is required for effective pressure management and depressurization strain compatibility. The liner isn't optional on pressure vessels.
The Structural Laminate
The structural laminate is the pressure-bearing wall, built from multiple plies of E-glass rovings, woven fabrics, or chopped strand mat bonded in thermoset resin. Winding angles are engineered to maximize both hoop strength (resistance to internal pressure) and axial strength simultaneously.
Resin selection for the structural laminate determines chemical and thermal resistance beyond what the liner alone provides:
| Resin Type | Typical Application |
|---|---|
| Isophthalic polyester | General corrosion service, water treatment |
| Terephthalic polyester | General corrosion service, water treatment |
| Vinylester | Moderate chemical resistance, improved toughness |
| Epoxy | Aggressive chemical or elevated-temperature service |
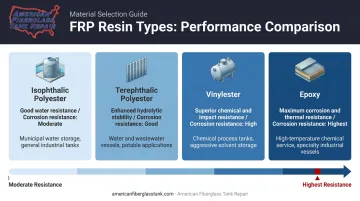
AFTR works with all four resin systems as custom-blended formulations, selecting each based on the specific chemical, concentration, and operating temperature of the application.
The Outer Shell
The outer shell or gel coat provides environmental protection: UV resistance, mechanical abrasion resistance, and moisture ingress protection. Gel coats are typically applied at 15–35 mils.
Without adequate UV-inhibiting gel coat, prolonged sunlight exposure triggers a progressive failure sequence: surface embrittlement, micro-pore opening, and eventual styrene wicking into the outer laminate.
Outdoor installations without proper surface protection show accelerated degradation — and it often goes unnoticed until laminate damage is already advanced.
Where FRP Pressure Vessels Are Applied
Primary Industrial Sectors
- Water treatment — reverse osmosis membrane housings (Pentair Codeline vessels available in 2.5", 4", and 8" diameters at 150 psi and higher; Protec Arisawa 8" models rated to 1,200 psi for high-pressure membrane filtration), ion exchange vessels, softening and filtration media housings
- Chemical and petrochemical processing — acid and caustic containment, reaction vessels, wet scrubbers
- Wastewater treatment — odor control scrubbers, chemical dosing systems
- Food and beverage processing — NSF-compliant vessels for process fluids
- Oil and gas — injection water systems, produced water handling
Scale and Size Range
FRP pressure vessel applications span a wide range:
- Small commercial/residential: 5"–16" diameter water softener and filter vessels
- Industrial mid-range: 18"–63" diameter vessels where FRP's economics versus steel are most favorable
- Large shop-built: Custom vessels exceeding 63" for chemical process applications
The mid-range is where FRP clearly wins on economics. Below that range, plastic alternatives like HDPE or PVC may suffice for low-pressure applications. Larger steel vessels can carry cost advantages at the top end, particularly where corrosion risk is managed through coatings or alloy selection.

AFTR provides FRP pressure vessel repair, relining, and inspection services to chemical plants, water and wastewater treatment facilities, and food processing operations throughout all 50 U.S. states, Canada, and select international locations.
Key Factors That Affect FRP Pressure Vessel Performance
Resin and Liner Chemistry Match
Resin and liner chemistry is the most consequential design input, and mismatches are the most common source of preventable failure. When the liner or resin system doesn't match the actual chemical service, attack on the liner accelerates and eventually penetrates the structural laminate.
Common mismatch scenarios:
- Standard polyester resin in a strong oxidizing environment
- Polypropylene liner with a solvent-bearing fluid
- Original design envelope that doesn't account for cleaning chemical exposures or concentration spikes during off-spec process events
Resin and liner selection must be verified against the actual chemical service, not just the nominal product designation.
Temperature and Pressure Operating Limits
Both must stay within design parameters, consistently:
- Sustained over-temperature: Causes creep and progressive loss of mechanical properties in the resin system
- Pressure cycling beyond design rating: Fatigues the laminate, initiating micro-cracking and delamination that accumulates invisibly until the damage is severe
Neither failure mode announces itself visually in early stages. Each compounds over time — by the time visible symptoms appear, structural integrity is already compromised.
Vessel Misuse and Repurposing
Vessel misuse is a leading cause of preventable failures. An atmospheric-rated FRP vessel inadvertently placed in pressure service, for example when a vent is re-routed to a scrubber system that creates back pressure, is now operating under conditions its fabrication materials were never selected to withstand.
Repurposing a storage vessel as a reaction vessel carries the same risk. Exothermic reactions can push temperature and pressure beyond design conditions without any outward change to the vessel itself. It looks identical. The service conditions are not.
Inspection as a Performance Management Tool
Ongoing inspection with validated testing methods is the only way to track liner and laminate condition before degradation reaches a critical threshold.
AFTR's FTPI-certified inspectors use three complementary methods:
- Ultrasonic testing — reveals structural body conditions, including capillary migration of liquid product beneath the corrosion coat
- Laser measurement — assesses wall thickness and structural geometry
- High-intensity backlight — identifies liner and laminate issues not visible to surface inspection
Detectable conditions include spidering, disbondment, abrasion wear, emulsification, low Barcol hardness, floor stress cracking, shell distortion, and UV degradation. Catching these early converts potential emergency replacement into a planned relining job.

A hydrostatic test only confirms a vessel's ability to contain liquid at that specific moment — a vessel can pass and fail three months later. Hydrostatic testing alone is not a substitute for a comprehensive inspection program.
Common Misconceptions That Create Risk
- "All FRP vessels have equivalent chemical resistance" — They don't. Resin and liner system selection is vessel-specific. A vessel correct for one chemical service may be entirely wrong for another.
- "FRP vessels don't need maintenance after installation" — Liner degradation is progressive and predictable. Left uninspected, it progresses to laminate penetration and structural failure.
- "NSF certification guarantees ongoing production quality" — NSF/ANSI 61 certification is a health-effects standard tested on submitted samples, not continuous production monitoring. Verify current listings through the NSF certified drinking water system components database.
Frequently Asked Questions
What is the use of an FRP pressure vessel?
FRP pressure vessels safely contain liquids or gases under pressure in industrial applications where corrosion resistance is critical. They're used in water treatment, chemical processing, wastewater treatment, food production, and oil and gas — replacing or supplementing metallic vessels wherever aggressive chemicals or corrosive service conditions would degrade carbon steel.
Are fiberglass pressure tanks any good?
For the right applications, yes — FRP pressure vessels offer exceptional corrosion resistance, long service life, and lower maintenance costs than carbon steel. Their suitability depends on correct resin and liner selection matched to the specific chemical and temperature service.
What is the maximum pressure for FRP?
Standard FRP pressure vessels under ASME RTP-1 are rated up to ±15 psig. ASME Section X governs higher-pressure FRP applications. Common commercial vessels used in water treatment — softeners, filters, RO membrane housings — are typically rated to 150 psi, with the exact maximum determined by laminate design and the applicable fabrication standard.
How long do FRP pressure vessels last?
Service life depends on material selection, installation quality, and maintenance practices. ASME Section X Class III vessels carry a minimum 20-year cycle life requirement. With proactive inspection programs and timely liner repair or relining, well-maintained vessels can remain in service well beyond that threshold.
What standards govern FRP pressure vessel design?
Key standards include: ASME RTP-1 for corrosion-resistant vessels up to 15 psig, ASME Section X (BPVC.X-2025) for higher-pressure FRP vessels, ASTM D3299 for filament-wound atmospheric tanks (not pressure vessels), and NSF/ANSI 61 for potable water contact applications. Applicable requirements vary by pressure rating, application, and jurisdiction.